
Safety summary
What happened
On 7 December 2019, at about 1034 Eastern Daylight-saving Time, the pilot of an Overseas Aircraft Support UH-1H helicopter (formally known as Bell UH-1H or ‘Huey’ helicopter), registered VH-OXI, experienced a main driveshaft failure and hard landing near Crawford River, New South Wales, while engaged in fire control aerial work. The pilot was not injured, and the helicopter was substantially damaged.
What the ATSB found
The ATSB found that the pilot elected to abort the fire control aerial work and conduct a precautionary landing as a result of the failure of the driveshaft. While attempting to land, the pilot experienced an uncontrollable yaw to the right, resulting in a hard landing and substantial damage to the helicopter when the main rotor blades struck the ground and forcibly ejected the main gearbox, mast, rotors and KAflex® driveshaft from the airframe.
The helicopter’s KAflex® driveshaft, which transmits power from the engine to the main gearbox, failed due to a fatigue crack prior to the hard landing.
What's been done as a result
Following the accident, the Civil Aviation Safety Authority emailed Australian operators of UH‑1 helicopters a brief on the accident, which included a copy of a previously issued (2007) airworthiness bulletin on the subject of pre-flight inspection requirements for the KAflex® driveshaft. The requirements included checking the condition of all driveshaft hardware in addition to the pre-existing inspection requirements.
As a result of this occurrence, the helicopter operator replaced the KAflex® driveshaft on their other UH-1H helicopter with a new driveshaft. For the new driveshaft, they implemented a maintenance routine to monitor the hours flown and time-in-service and included a scheduled retirement time of 5,000 hours.
Safety message
In 2018, the driveshaft manufacturer provided a position paper to the United States Federal Aviation Administration, which recommended that driveshafts with the same part number as the accident helicopter should be replaced at 5,000-hours service, or, if the time-in-service could not be determined, removed and replaced. Any legacy driveshafts of the accident part number SKCP2281-103 can be sent to the manufacturer for modification to a new ‘safety of flight’ part number SKCP3303-1.
This accident highlighted the importance of pilots operating helicopters in the low-level environment to respond to the early symptoms of a problem immediately, and to be prepared to commit to a precautionary landing before the condition deteriorates to the point of a forced landing. In this case, the pilot responded without delay and was able to reach a safe landing site before a catastrophic failure of the driveshaft occurred.
| Decisions regarding whether to conduct an investigation, and the scope of an investigation, are based on many factors, including the level of safety benefit likely to be obtained from an investigation. For this occurrence, a limited-scope, fact-gathering investigation was conducted in order to produce a short summary report, and allow for greater industry awareness of findings that affect safety and possible safety actions. |
The occurrence
On 7 December 2019, at about 0918 Eastern Daylight-saving Time (EDT),[1] the pilot of an Overseas Aircraft Support (OAS)[2] UH-1H helicopter, registered VH-OXI, departed the town of Wauchope, New South Wales for fire control aerial work 128 km to the south-west. The tasking was for fire-fighting, which involved the helicopter using a 150 ft long-line and a 1,200 L bucket to drop water on the fire grounds under the direction of the ‘air attack’ crew.[3]
On arrival at the fire ground at about 1028, the pilot of VH-OXI made contact with the air attack crew. They directed him to the water source (Crawford River) for the uplifts, and the fire grounds for the drops. The pilot made an approach to the river where the operation of the bucket was tested, and the first water drop on the fire ground was conducted.
On return to the Crawford River for the second uplift, and immediately prior to filling the bucket, the pilot heard a momentary ‘burring’ noise with a ‘buzzing’ vibration through the airframe. The pilot aborted the uplift and started to transition away from the hover when the noise and vibrations resumed. The pilot noted the intensity increased when the collective lever was raised.[4]
The pilot radioed the air attack crew the intention to land, released the bucket, and initially tracked towards a clear area that was not a confined area.[5] However, the continuing noise indicated to the pilot that the condition of the helicopter was deteriorating and the pilot elected to divert to a small clearing, which required an approach to the hover prior to landing. The air attack crew broadcast an emergency radio call for the pilot while the helicopter was tracking to the clearing.
On approach to the hover, at a height of about 10 ft, the helicopter started to yaw to the right, which the pilot was unable to stop with the left pedal. At about 90° rotation to the right, the pilot closed the throttle to idle, which did not appear to slow down the rotation, and then ‘dumped’ the collective lever. The helicopter rotated about 180° from the approach heading before landing hard. The main rotor blades struck the ground in the forward left position (reference to the pilot’s seat), which resulted in the failure of the main gearbox mounts and the ejection of the main gearbox, mast, rotors and driveshaft from the airframe.
Rural Fire Service and National Parks personnel responded immediately and arrived at the accident site shortly after the pilot had exited from the wreckage (Figure 1). They extinguished a small grass fire that had been started by the helicopter. The pilot was transported to hospital by ambulance for observation and then released with nil injuries. The helicopter was substantially damaged.
Figure 1: Main wreckage site

Source: Operator
Context
Airframe inspection
The ATSB inspected the airframe at one of the operator’s hangar facilities on 20 December 2019. Due to the damage and disassembly for transport, the flight controls and transmission could not be inspected for mechanical continuity and correct operation. The engine could not be rotated and there was evidence of fine metallic particles present on the exhaust and combustion side of the power turbine, which indicated metal debris passed through the engine during the accident sequence.
The KAflex® driveshaft (part number: SKCP2281-103), which transmits the drive power from the engine output to the main gearbox input, was found to have fractured into multiple pieces. The driveshaft uses flexible plates (Figure 2) to accommodate relative movement between the engine and gearbox, and was designed with an integral failsafe feature for continued flight in the event of a single flex frame fracture. It will permit a limited continued power operation (20 minutes demonstrated during qualification), enabling pilots to safely land the helicopter.
Figure 2: KAflex® driveshaft – key parts identified with the number of each part fitted annotated in brackets

Source: Kamatics Corporation, annotated by the ATSB
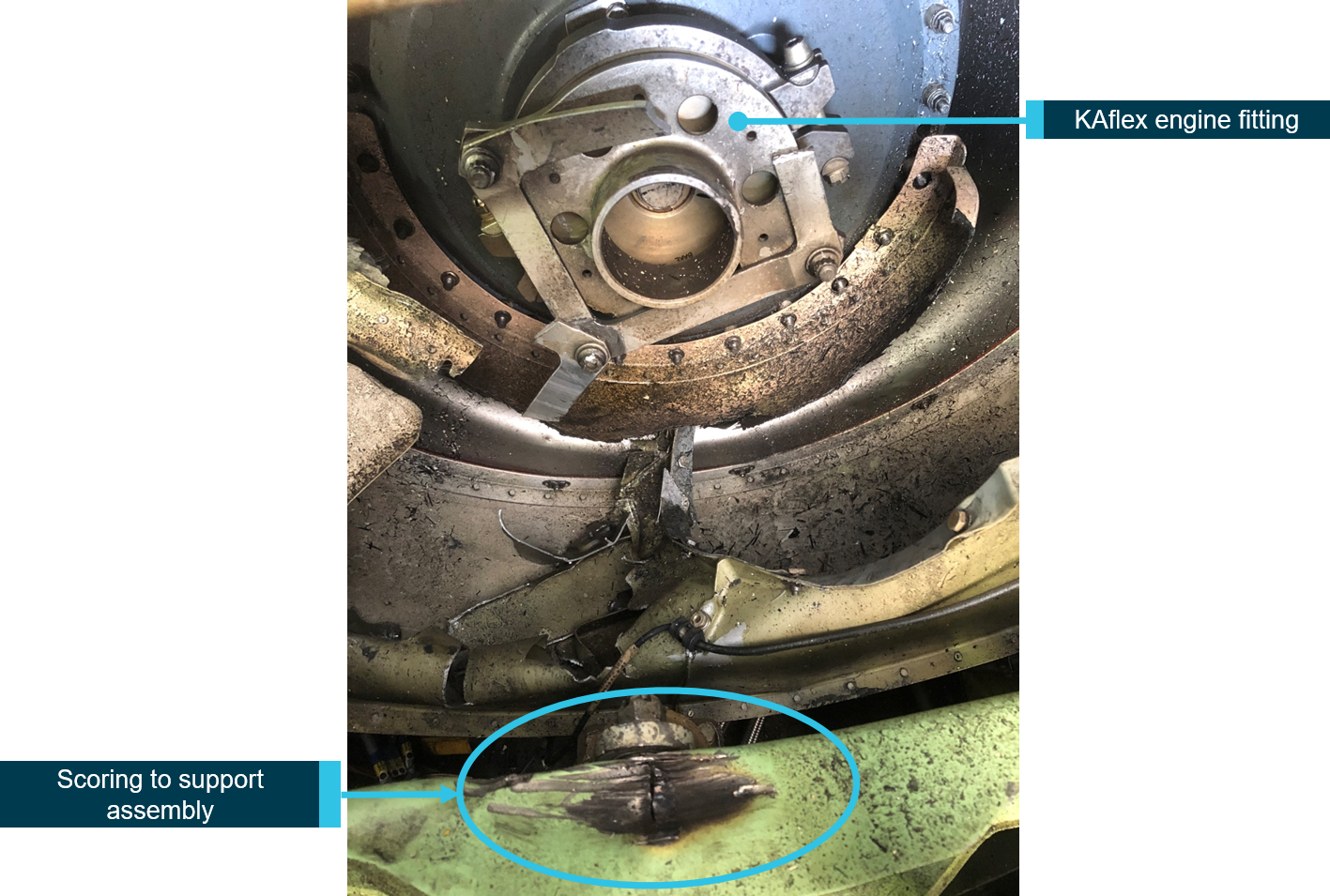
The visual inspection of the driveshaft noted a failure of one of the outer flex plate bolt holes, where the plate was bolted to the main gearbox-end fitting. In addition, there were five recessed washers missing from various fasteners. The rear transmission mount support assembly exhibited scoring below the location of the driveshaft gearbox-end fitting (Figure 3). Discoloration of a section of the failed outer flex plate was consistent with the scoring to the support assembly. The ATSB retained the helicopter’s KAflex® driveshaft (serial number 2136) for materials examination.
Figure 3: Scoring to the rear transmission mount support assembly
Source: ATSB
Materials examination
The flex plates from the driveshaft had fractured into multiple segments. The outer flex plate at the main gearbox-end fitting had fractured through the bolt hole, with a small section remaining attached at the join (Figure 4). Examination of the flex plate fracture surfaces revealed evidence of beachmarks, consistent with fatigue crack progression. The fatigue crack had propagated across about 90 per cent of the fractured surface. The surfaces surrounding the fatigue fracture exhibited evidence of surface corrosion and pitting (Figure 5).
Figure 4: Fractured bolt hole (left) and small section remaining attached (right)

Source: ATSB
Figure 5: Fatigue failure of flex plate

Source: ATSB
The five missing washers were from four fasteners, and in each of these locations the fasteners were loose and the flex plates free to move with respect to each other. Damage to the fasteners at these locations precluded any useful information with regard to torque values. A witness mark, consistent with a washer, was observed in all the locations. While some marks were more distinct than others, it was considered very likely that a washer had been present at each location at some stage in the life of the component. Figure 6 depicts the location of one of the missing washers.
Figure 6: Missing washer

Source: ATSB
KAflex® driveshaft overhaul and inspection
The manufacturer (Kamatics Corporation) reported that driveshaft SKCP2281-103, serial number 2136, was purchased in 1980 by the then owner, the United States (US) Army, as part of the UH‑1H driveshaft retrofit program. There was no time-between-overhaul (TBO) or retirement life for the driveshaft. There was a period in which the US Army implemented an overhaul program, but this was discontinued, and the driveshaft TBO/retirement became ‘on condition’. This was the accepted practice when the UH-1H helicopters were transferred to the civilian register in the restricted category.[6]
As the UH-1H was the driveshaft manufacturer’s only program without a TBO or retirement life, they worked with the US Army to develop a new safety of flight part number (SKCP3303-1). These driveshafts have a formal TBO of 5,000-hours, which is in accordance with the manufacturer’s other driveshaft programs. Any legacy driveshafts of part number SKCP2281-103 can be sent to the manufacturer for modification to part number SKCP3303-1.
In 2018, the manufacturer provided a position paper to the US Federal Aviation Administration with their concerns and recommendations for driveshafts in civilian UH-1H helicopters.[7] Their paper identified several different legacy part number driveshafts for the UH-1H. Part number SKCP2281-103 was identified as the only legacy part number that should be remaining in the field, and those with a serial number below 635 should be removed from service. In addition to recommending a ‘thorough Out of Aircraft inspection’, the manufacturer recommended to the FAA a removal from service for part number SKCP2281-103 driveshafts at 5,000-hours, or, if the time cannot be determined from historical records, ‘removal and replacement with a serviceable unit’.
The manufacturer reported that the Federal Aviation Administration has assigned a case number to review the issue of the UH-1H driveshaft in response to the manufacturer’s position paper.
The KAflex® driveshaft should not be disassembled outside of the factory. The manufacturer’s position paper and instructions for continued airworthiness for part number 3303 (Revision B), stated that all inspections should include checking for missing hardware (bolts, nuts, and washers), and a warning not to ‘disturb or tighten flex frame nuts or bolts. Evidence of turning fasteners by wrench or other means is cause for rejection.’
The maintenance organisation reported that the driveshaft was not being tracked as it did not have a service life and was an ‘on condition’ component. It was removed for an engine change about 74.5 hours prior to the accident and received a general visual inspection prior to installation. They reported that disassembly of the KAflex® driveshafts was not permitted and therefore there was no disassembly of it during the engine change.
Maintenance organisation comments
The maintenance organisation reported that they could not explain how the washers came to be missing, but were confident that they were all installed prior to the accident for the following reasons:
- Quality pictures of the KAflex® bolts securing the end fittings were taken post-installation after the engine change. As the pictures were focused on the bolt securing the two clamps together, some of the KAflex® fasteners were not visible. However, the fasteners that were visible were all correctly assembled.
- During the engine change, the licenced aircraft maintenance engineer, with more than 15 years of experience on the ‘Huey’, was doing some training with another engineer. They focused on the KAflex® and how to inspect the driveshaft correctly, especially when it was removed from the helicopter. During that training, they attempted to turn each fastener by hand to check if any were loose. In addition, they inspected for any evidence of fretting or cracks. No defects were found, and the driveshaft was installed.
- The organisation used an unserviceable KAflex® driveshaft to check if it was possible to have one or two washers missing and the nut not be ‘shank bound’.[8] They found that a fastener with one washer removed could be tightened up enough that it could not be turned by hand. However, a fastener with two washers removed was shank bound with about a 10 thousandth of an inch gap between the nut and the flex plate.
- In the case of the fastener missing two washers, they considered that the damage caused by a driveshaft having a shank bound bolt would cause a large amount of fretting. That damage would have been easily visible over the past 1,000 hours they had maintained it. In addition, they considered that the flex plate bolt hole would have elongated or caused large amounts of damage to the bolt. This damage was not evident.
Airworthiness bulletin
In 2007, the Civil Aviation Safety Authority released an Airworthiness Bulletin (AWB 63-004: Kamatics Corporation KAflex Drive Shafts – Bell 407) for the purpose of alerting industry to an ‘inadequacy in a detail in the pre-flight check requirements of the approved Bell 407 Flight Manual with regard to checking the KAflex© drive shaft’. They recommended that pre-flight checks include the specific condition of all hardware and included the warning not to ‘disturb or tighten flex frame nuts or bolts. Evidence of turning fasteners by wrench or other means is cause for rejection’.
Discovery of broken washer
On 14 November 2020, following publication of the ATSB’s investigation report, an aircraft maintenance engineer found a broken washer in the wreckage while removing salvageable parts. The maintenance organisation notified the ATSB of the discovery and the broken washer was sent to the ATSB facilities in Canberra for analysis. In addition, the maintenance organisation provided further details, including photographs, about the maintenance history of the driveshaft.
Based on a photographic review of the broken washer, Kamatics reported the washer was consistent with those used on the KAflex® driveshaft. Analysis conducted by the ATSB revealed a high aluminium content, which was consistent with the SermeTel® coating used on these washers.[9]The dimensions were consistent with those for the KAflex® driveshaft recessed washer part number, the surface exhibited signs of fretting and there was no evidence of fatigue on the fracture surfaces. Kamatics reported that fretting is the usual type of wear found on the washers for driveshafts that have accumulated 4,500-6,000 hours operation, but they have never recorded cracked or broken washers during overhaul. Figure 7 below provides a comparison of the broken washer with a KAflex® driveshaft recessed washer.
The additional maintenance information and analysis of the broken washer suggested the most plausible scenario was that the missing washers failed as a result of the break-up of the driveshaft when the main gearbox was forcibly ejected from the airframe.
Figure 7: Comparison of washers

Source: Maintenance organisation, annotated by the ATSB
Safety analysis
Precautionary landing
As the helicopter approached a high hover over the Crawford River for a water uplift, the pilot experienced a ‘buzzing’ airframe vibration and ‘burring’ noise. The pilot immediately aborted the uplift, released the water bucket and tracked to a nearby clearing for a precautionary landing.
When in a hover position, just prior to landing, the helicopter started to yaw right. Despite the pilot’s attempt to stop the yaw, directional control could not be regained, which resulted in a hard landing. During the landing, the main rotor blades struck the ground, resulting in the failure of the main gearbox mounts and the forced ejection of the main gearbox, mast, rotors and KAflex® driveshaft from the airframe.
Flex plate fatigue failure
An inspection of the airframe revealed the KAflex® driveshaft exhibited a fatigue failure of the outer flex plate at a bolt hole where the plate was fastened to the main gearbox-end fitting. The observed scoring marks to the rear transmission mount support assembly were consistent with the failed driveshaft flex plate striking it during operation. This indicated that the driveshaft failure started before the hard landing and was consistent with the symptoms of noise and vibration reported by the pilot when overhead the Crawford River.
Findings
These findings should not be read as apportioning blame or liability to any particular organisation or individual.
- While conducting fire control operations, the pilot detected a 'buzzing' vibration through the airframe with an associated noise, which necessitated a precautionary landing. During the landing directional control could not be maintained, resulting in a hard landing.
- The helicopter's KAflex® driveshaft failed as a result of a fatigue failure of the outer flex plate attached to the main gearbox fitting.
Safety action
Whether or not the ATSB identifies safety issues in the course of an investigation, relevant organisations may proactively initiate safety action in order to reduce their safety risk. The ATSB has been advised of the following proactive safety action in response to this occurrence.
Civil Aviation Safety Authority
As a result of this occurrence, the Civil Aviation Safety Authority advised the ATSB that they took the following safety action:
Communication
The Civil Aviation Safety Authority inspected the driveshaft and then distributed an occurrence brief to all Australian operators of the UH-1 helicopters and variants with a copy of Airworthiness Bulletin 63-004: Kamatics Corporation KAflex Drive Shafts – Bell 407. This included the statement that the bulletin for the Bell 407 helicopters ‘is considered equivalent information for all UH-1 rotorcraft.’
Helicopter operator
As a result of this occurrence, the operator advised the ATSB that they took the following safety action:
Replacement part
The operator replaced the KAflex® driveshaft on their other UH-1H helicopter with a new driveshaft. They implemented a maintenance routine to monitor the hours flown and time‑in‑service of the new driveshaft and included a scheduled retirement time of 5,000 hours.
Maintenance organisation
As a result of the occurrence, the maintenance organisation advised the ATSB that they took the following safety action:
Addition of maintenance worksheet line item for all KAflex (and similar) driveshafts over-and-above the maintenance manual data checks. This line item covers a step to check all hardware against IPC [illustrated parts catalogue]/data (i.e. correct quantity and part number for all bolts, washers and nuts) and visual verification by means of applying Torque Sealant specified by KAflex OEM [original equipment manufacturer] as well as signing off the task. Subsequent checks will require that this torque seal is checked and reapplied if required, in order to verify a subsequent check of hardware has been made. This checklist item references Kamatics (OEM) ICA [instructions for continued airworthiness] 3303 Rev. B.
Purpose of safety investigationsThe objective of a safety investigation is to enhance transport safety. This is done through:
It is not a function of the ATSB to apportion blame or provide a means for determining liability. At the same time, an investigation report must include factual material of sufficient weight to support the analysis and findings. At all times the ATSB endeavours to balance the use of material that could imply adverse comment with the need to properly explain what happened, and why, in a fair and unbiased manner. The ATSB does not investigate for the purpose of taking administrative, regulatory or criminal action. TerminologyAn explanation of terminology used in ATSB investigation reports is available here. This includes terms such as occurrence, contributing factor, other factor that increased risk, and safety issue. Publishing informationReleased in accordance with section 25 of the Transport Safety Investigation Act 2003 Published by: Australian Transport Safety Bureau © Commonwealth of Australia 2020
Ownership of intellectual property rights in this publication Unless otherwise noted, copyright (and any other intellectual property rights, if any) in this report publication is owned by the Commonwealth of Australia. Creative Commons licence With the exception of the Coat of Arms, ATSB logo, and photos and graphics in which a third party holds copyright, this publication is licensed under a Creative Commons Attribution 3.0 Australia licence. Creative Commons Attribution 3.0 Australia Licence is a standard form licence agreement that allows you to copy, distribute, transmit and adapt this publication provided that you attribute the work. The ATSB’s preference is that you attribute this publication (and any material sourced from it) using the following wording: Source: Australian Transport Safety Bureau Copyright in material obtained from other agencies, private individuals or organisations, belongs to those agencies, individuals or organisations. Where you wish to use their material, you will need to contact them directly. |
__________
- Eastern Daylight-saving Time (EDT): Coordinated Universal Time (UTC) +11 hours.
- Formerly Bell UH-1H (‘Huey’ helicopter).
- The ground-based air attack (helicopter) crew provide the airborne supervision for the fire control air assets.
- Collective: a primary helicopter flight control that simultaneously affects the pitch of all blades of a lifting rotor. Collective input is the main control for vertical velocity.
- A confined area is an area where the departure or approach flight path is limited in some direction by terrain or the presence of obstructions, natural or manmade.
- Restricted category indicated that additional limitations on operations were required as the design did not comply with the normal category.
- Kamatics Corporation (KER-2355A): Current State Conditions of Concern, Army Surplus KAflex Driveshafts Fielded in UH-1H Civil Rotorcraft, dated 8 March 2018. The paper included reports on four non-fatal UH-1H driveshaft failure accidents.
- Shank bound describes the condition when the nut is inhibited by the shank (grip or unthreaded portion of the bolt) before clamping torque is achieved.
- SermeTel® coating is used for protection of metal components operating in severe environments at high temperatures.