
Safety summary
What happened
On 28 August 2015, a Pacific National fully loaded coal train MB520 departed from Maules Creek, NSW destined for Port Waratah, NSW. Shortly after passing Ardglen and descending the grade towards Pages River, a wheel failure occurred on the leading right hand wheel on the 19th wagon. This led to the wheel moving off the wheel seat towards the centre of the axle. The bogie rotated causing the other wheels on the bogie to derail. The train continued travelling until a damaged inter car brake cable activated the train’s brakes. There were no injuries, but the derailment caused damage to over 590 metres of track including 963 sleepers.
What the ATSB found
The ATSB investigation found that the derailment was caused by a wheel failure. A metallurgical analysis conducted after the derailment found that the wheel had multiple cracks in the wheel rim; one crack extended from the rim to the boss of the wheel. This likely originated from a transverse thermal crack on the wheel tread surface. Thermal cracks of this type are generally associated with high thermal input under service brake conditions.
An increasing level of wayside alerts starting a month before the derailment indicated the likelihood of the fault being present then. Despite the increasing impact level readings, no immediate action was taken to inspect the wheel before it eventually failed.
It was found that the wheel inspection processes were not effective in detecting surface damage or cracks. The failed wheel was approaching the end of its service life with a rim thickness of 25 mm. This low rim thickness increases propensity to thermal distortion and is likely a significant factor into the thermal crack formation and propagation that occurred.
At the time of writing this report there have been seven reports of fractures detected in wheels, within a 3-year period, on Pacific National coal wagons in NSW. Three occurred before the derailment with the first incident on 31 May 2013. Three more fractured wheels were identified within a two-month period after the derailment. Following the first three wheel failures internal reports recommended changes to reduce the risk of wheel defects. Only limited action was taken by the operator prior to the derailment on 28 August 2015.
What's been done as a result
Since the derailment, the rollingstock operator has advised that they have established a process to remove wheels considered to be at greater risk of fracture. To this end, they have implemented a program to remove wheels with a rim thickness under 25 mm. Pacific National also intends to improve their internal standards to include revised criteria and actions for thin rims and wheel impacts.
Safety message
Rollingstock operators with heavy haul wagons using wheels near the end of their service life should be aware of the increased risk of wheel failure due to cracking. They should ensure that wheel inspection and maintenance programs include systems and techniques for detecting and assessing wheel defects with the potential to lead to cracking. These systems and techniques should be validated to ensure they are effective to detect such defects.
Events leading up to the occurrence
On 28 August 2015, at 0210[1], a Pacific National train crew, comprising a driver and second person, signed on for duty at Gunnedah, NSW. They were rostered to drive Pacific National coal train MB520 from Gunnedah to Port Waratah where the coal was to be unloaded. The train had been loaded at Maules Creek and driven by another train crew to the Gunnedah loop. The original train crew waited for the replacement crew to take over.
At 0228, the driver and second person relieved the outgoing crew who reported that there were no issues with the train. Two minutes later the incoming driver entered his identification number into the leading locomotive’s computer, confirmed the headlights were on, and departed Gunnedah loop.
As the train departed the loop, the routine roll-by inspection of the train was not conducted due to concerns about the potential for other trains to be delayed. However, the outgoing second person informed the incoming crew that a roll-by inspection was conducted earlier at Emerald Hill, about 18 km away. During this inspection, no problem with the train was identified.
At 0544, the train came to a stand at Chilcotts Creek to allow bank locomotives to attach to the rear of the train.[2] The gradient leading up to the Ardglen tunnel, a summit tunnel on the Liverpool Range, is 1 in 40 (2.5%) (Figure 1). The grade crests inside the tunnel.
Figure 1: Curve and gradient diagram for incident location
The red arrow shows the direction of travel for MB520
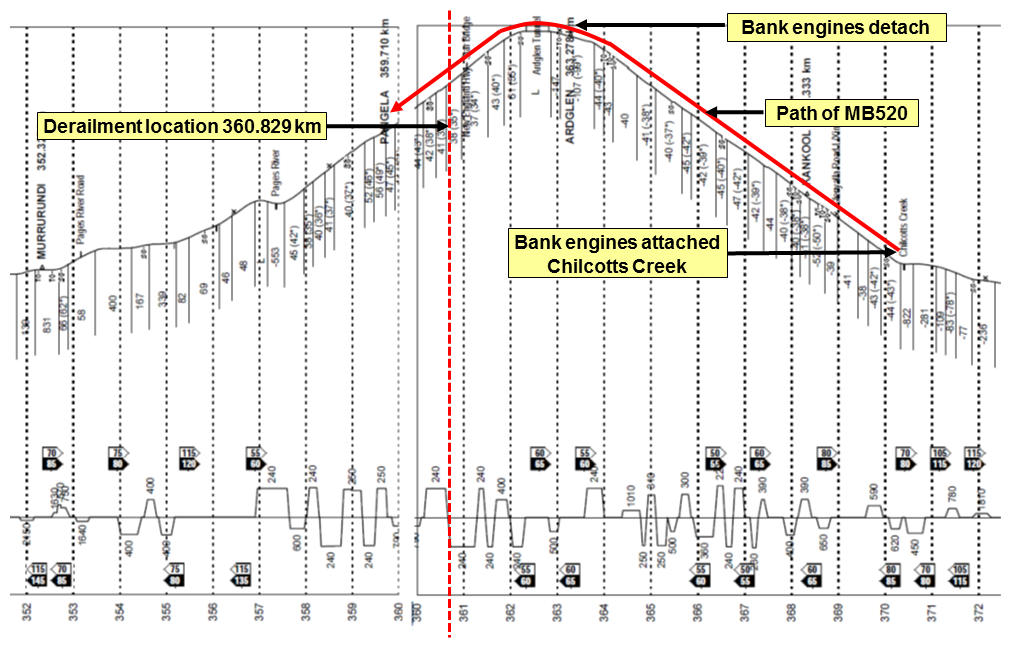
Source: Rail Access Corporation
The bank locomotives were attached and the train departed Chilcotts Creek at 0549. Once the train had reached the summit at Ardglen, the locomotives were detached and MB520 continued through the tunnel. The train exited the tunnel at 0612, travelling at 19 km/h.
The occurrence
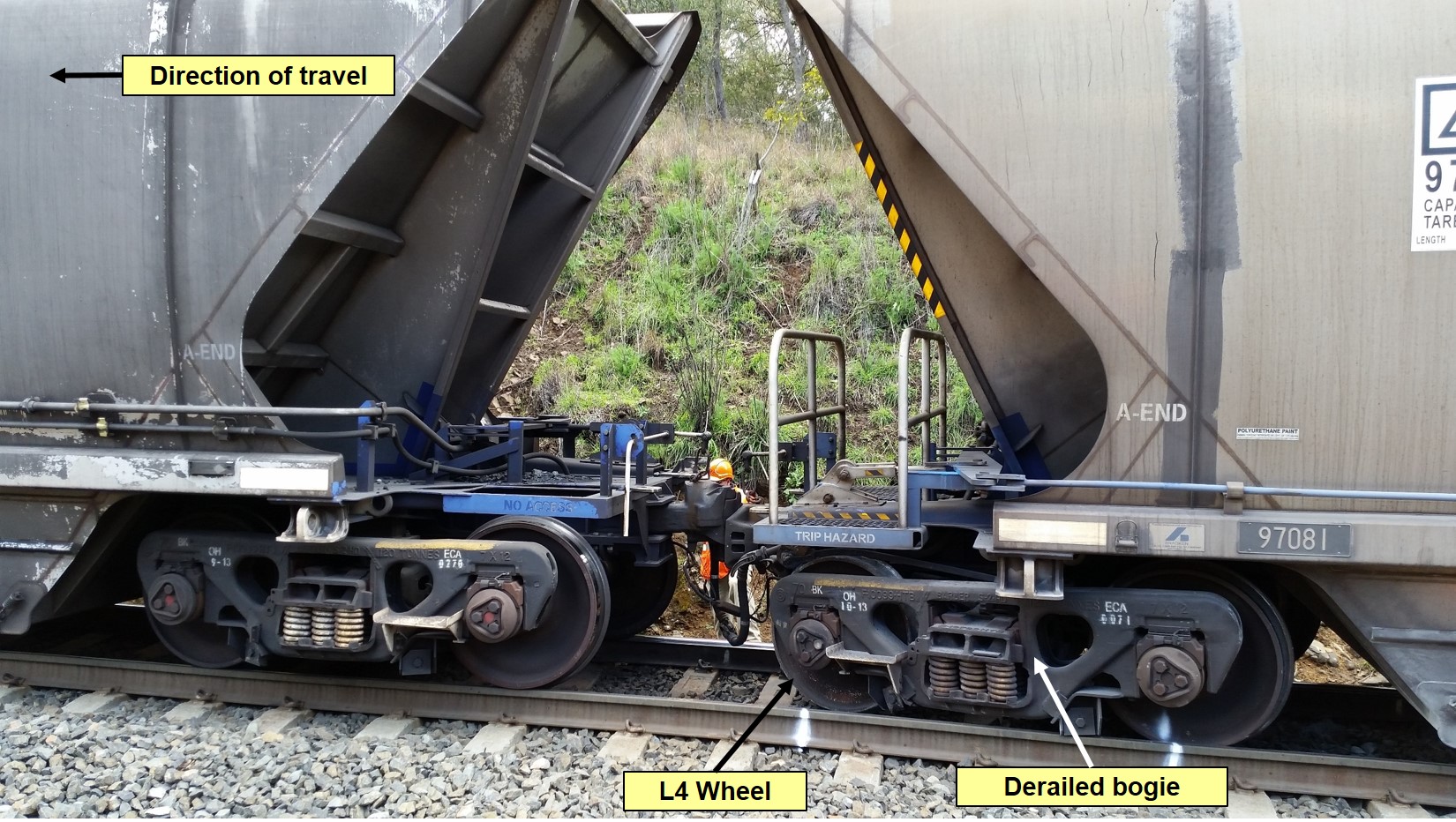
As the train was descending towards Pangela at 24 km/h, the front right wheel (R4) failed on the 19th wagon (NHIH97081). This resulted in a loss of the interference fit[3] between the wheel and the axle, which allowed the wheel to move inwards along the axle. The point of derailment was at 360.829 km. The derailment of the R4 wheel caused the bogie to rotate and derail the other three wheels. The other paired wheel on the front wheelset (L4), rotated to the extent that it started rubbing against the electronically controlled pneumatic (ECP) [4] train line brake cable. The abrasion of the cable caused the three locomotives to lose power and return the locomotives to idle.
The derailed bogie continued causing damage to over 590 metres of track including 963 sleepers. Pieces of the wheel detached and were later found on the track (Figure 2).
Figure 2: Wheel pieces from failed wheel found in ballast
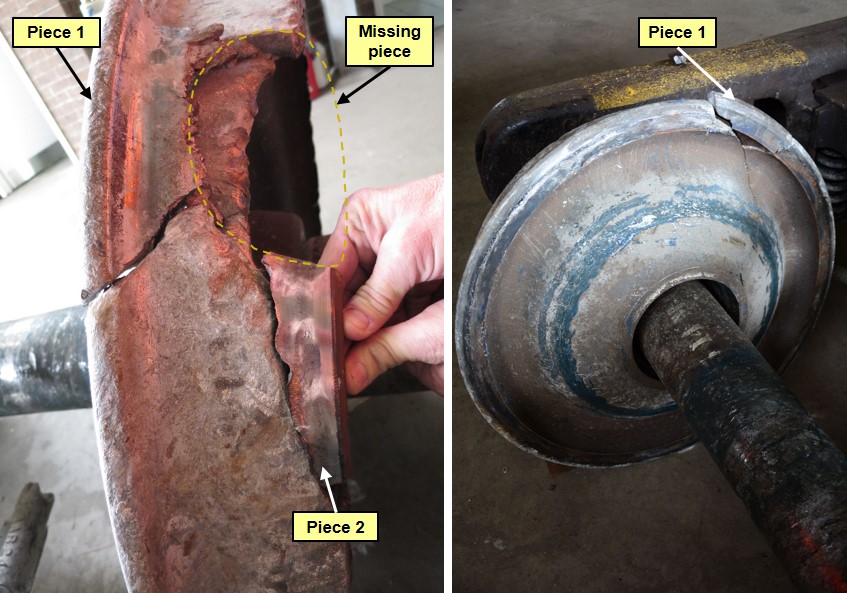
Source: ATSB
One significant piece of the failed wheel was not found. This piece was likely the first piece to break away and the reason it was not found may be that it occurred sometime in the days leading up to the derailment. It is possible this missing piece might have been the cause of the increase in impact readings in the lead-up to the derailment.
Figure 3: Damaged Electronically Controlled Pneumatic train line brake cable
During the derailment the L4 wheel rubbed against, and damaged, the ECP cable causing the train to come to a stop.
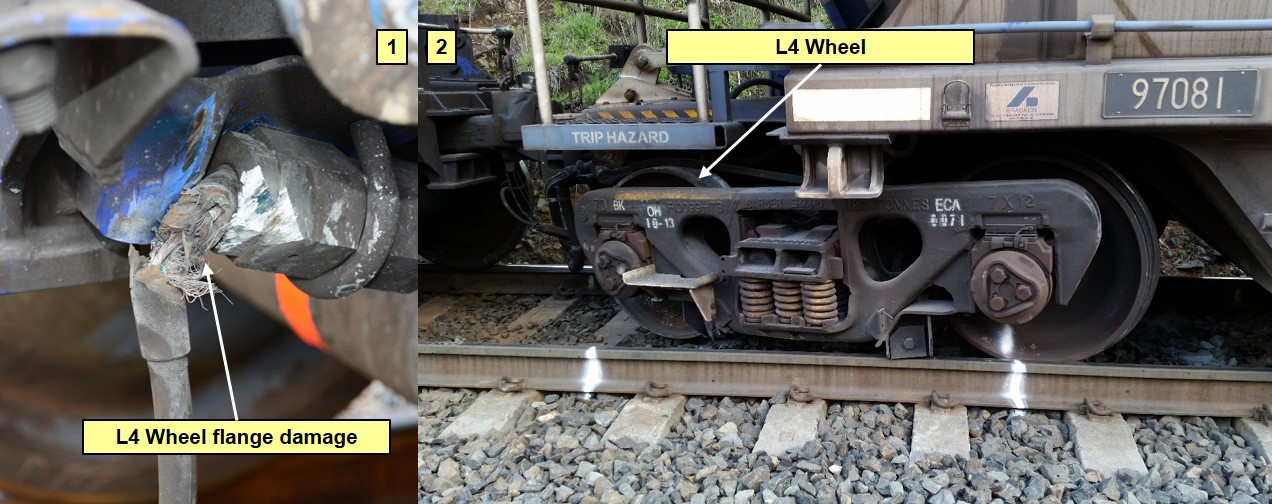
Source: ARTC
Post occurrence
The train came to a stand at 0618 with the front of the train standing at 359.878 km[5]. At 0622, the train crew contacted Australian Rail Track Corporation (ARTC) Network Control Centre North (NCCN) to inform them there was a problem with the ECP braking system. Shortly afterwards the train crew contacted the Downer Rail helpdesk[6] for advice and then contacted the Pacific National operations superintendent to discuss their next action. The operations superintendent directed they secure the train by applying all of the wagon handbrakes.
The driver remained in the cab of the leading locomotive while the second person climbed down from the cab, walked alongside the train and applied the handbrakes. Once this was completed the crew were advised by Downer Rail to verify all jumper couplings were connected. The second person completed this task and on the return from the rear of the train he noticed all wheels of a bogie had derailed (Figure 4 and 5). He informed the driver of the derailment using his handheld radio. At 0810, the driver informed the operations superintendent that the train had derailed.
Figure 4: Derailed bogie viewed from Down side of track
This shows the derailed bogie and the failed wheel that movedoff the wheel seat towards the centre of the axle.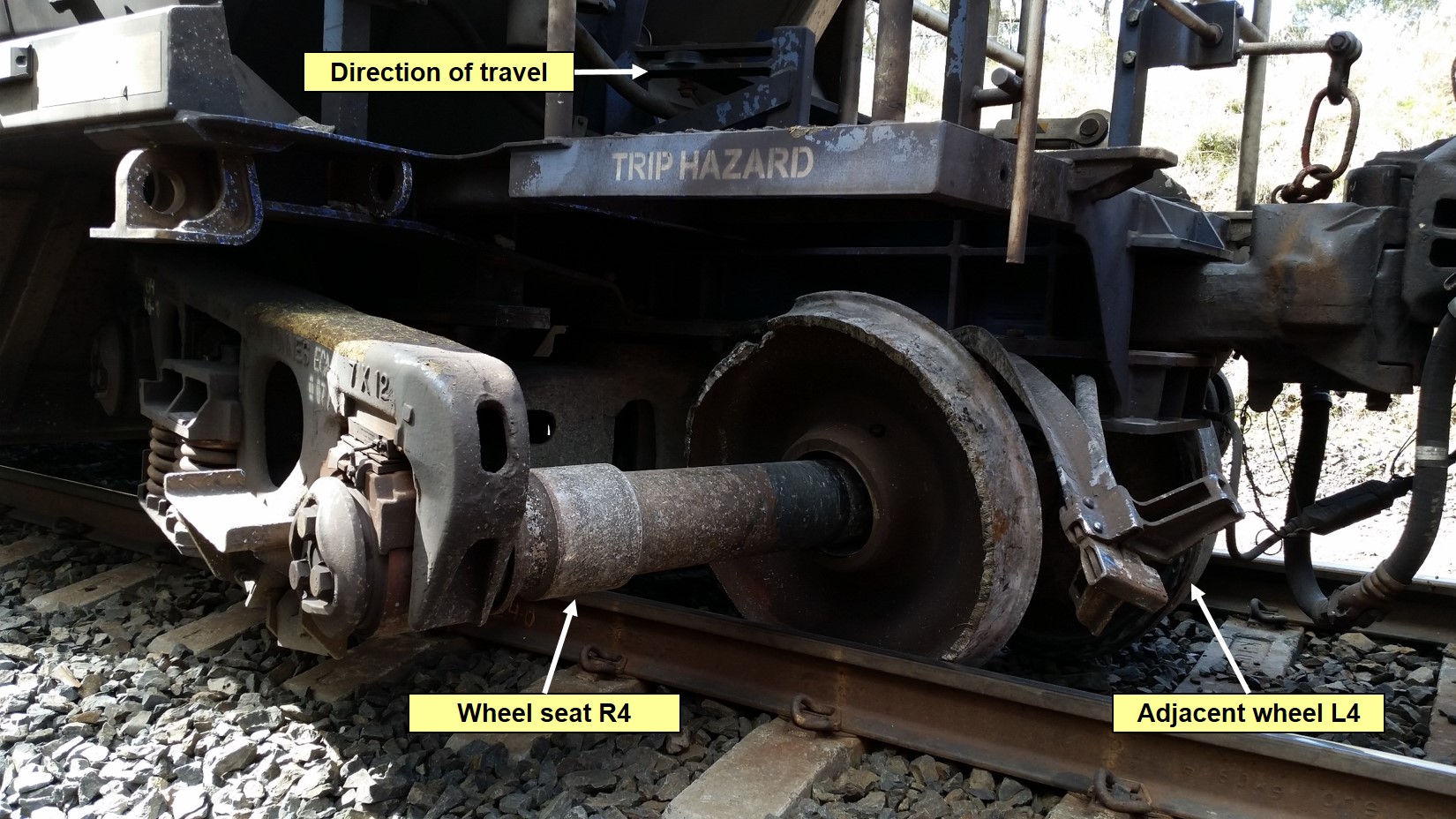
Source: ARTC
Figure 5: Derailed bogie viewed from Up side of track
This shows the derailed bogie at the point the train came to a stand.
Source: ARTC
Following the notification of the derailment, the Pacific National operations superintendent notified the Pacific National operations supervisor at Werris Creek and requested that he proceed to the derailment site to conduct drug and alcohol testing of the train crew. He then notified Downer Rail’s maintenance depot manager and requested that a representative from Downer also attend the derailment site for recovery purposes.
At 0829, an ARTC Network Controller called the driver to get an update on the ECP fault. He was advised that the train had derailed.
At 0915, a Pacific National supervisor, a Pacific National safety and environmental specialist and a Downer Rail production leader arrived on site to coordinate the recovery operations. The ARTC issued a condition affecting the network (CAN) notice at 0928, and a track occupancy authority (TOA) to provide track safety protection at 0941.
During the site inspection, pieces of the failed wheel were found in the ballast. One piece was found 7 m forward of the point of derailment on the Down side of the track. Another piece from the wheel, brake blocks and brake block keys were found inside the four foot. An unsuccessful search was conducted for another large piece from the failed wheel.
The train crew were breath tested at 1128 with a negative result. This was over five hours after the incident. At 1140 the train crew were relieved of their duties.
Because of the derailment the sleepers that sustained damage were replaced and on 31 August 2015, the TOA was fulfilled, ending the track safety protection.
__________
- The 24 hour clock is used in this report. Local time was Australian Eastern Standard Time (AEST).
- Bank locomotive – a locomotive(s) provided at the rear of a train to assist it up a steep grade (bank).
- Interference fit - The locking of two components together by friction. In relation to the wheelset, the hole in the wheel is made slightly smaller than the axle diameter. When the wheel is pressed onto the axle high forces lock the components together.
- ECP – Electronically controlled pneumatic braking system is an electrically controlled system that applies or releases the service brake on each wagon simultaneously at the driver’s command. The system connects from the locomotives to each wagon both electrically and pneumatically. Also incorporated in the system is a shadowing feature that automatically applies the brakes should the electrical connection between the wagons be broken or the air supply lost. The ECP cable between the cars is known as an inter car connector or a jumper.
- NSW track kilometrage is measured from Central Station, Sydney.
- Downer Rail is Pacific National’s maintenance contractor and technical helpdesk provider to PN operations.
Incident location
The incident occurred at 360.829 km on the Main North line at Pangela between Ardglen and Pages River (Figure 6). The train was travelling towards Port Waratah.
Figure 6: Location of incident at Pangela
This map shows the incident location and the path of MB520 (shown in red).
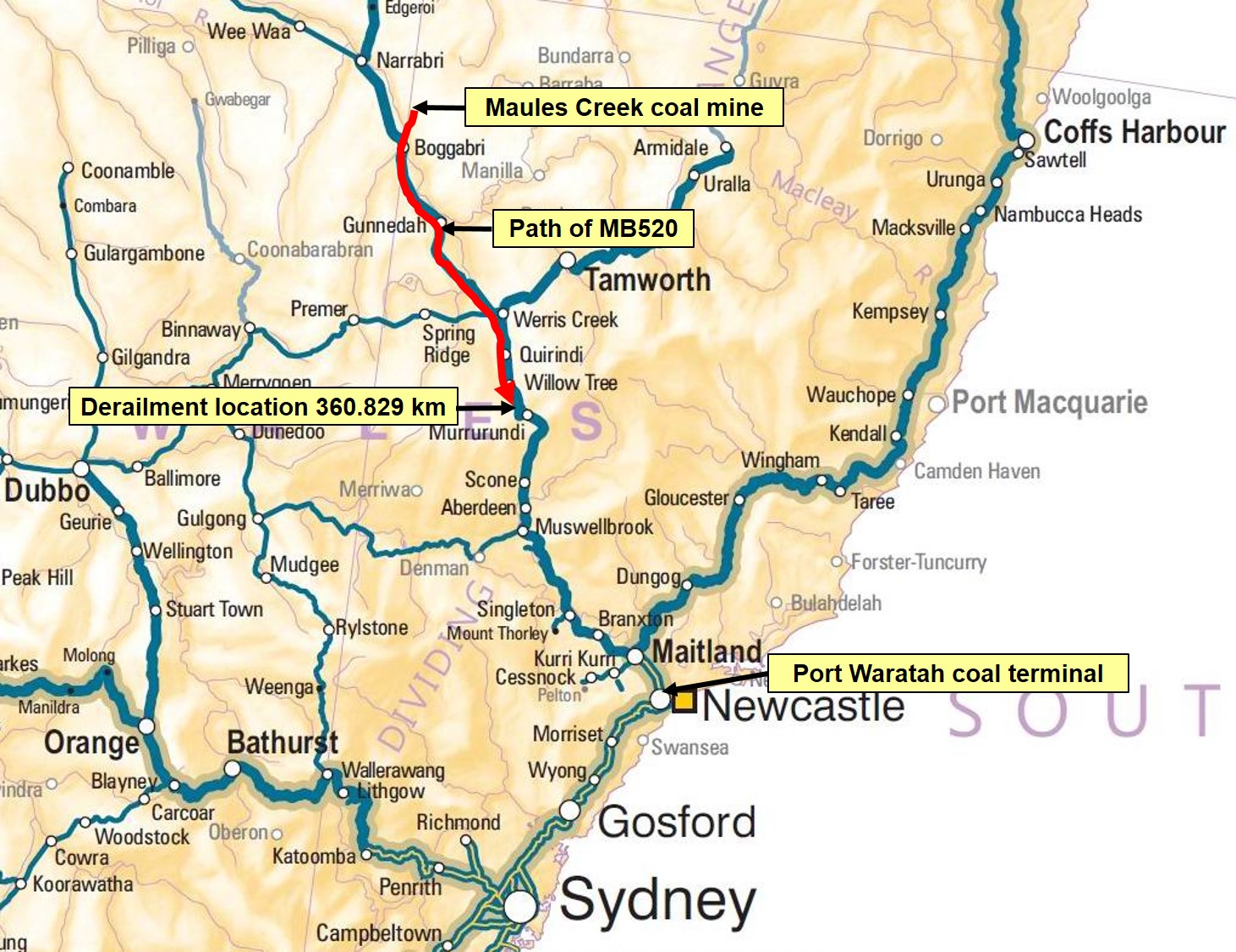
Source: Geoscience Australia
Train information
MB520, was a loaded coal service operating from the Maules Creek coal mine to Port Waratah. The train consisted of three locomotives TT 119, 9307 and TT 1 and 82 fully loaded coal wagons (Figure 7). The train was 1326 m long and had a trailing load of 9840 tonnes.
The wagons in the consist were a hopper type wagon with a 30 tonne axle load. Eighty wagons were NHIH-type wagons[7] and two were RHDH-type wagons. The wagon involved in the derailment was NHIH97081. Programmed maintenance was last carried out on the wagons on 29 June 2015, this is when the wagons would last have undergone a static inspection.
The leading ‘A’ end bogie that derailed was a NECA71 three piece bogie, last overhauled by Bradken, a maintenance contractor, in October 2013.
The wheelset (1G6S981356) was reprofiled (a skim taken off the tread face of each wheel) and installed under the wagon on 18 September 2014; it had since travelled 122,300 km. It was estimated to have travelled over 2 million kilometres since manufacture.
The failed wheel (R4) was manufactured by Comsteel in 1998 as part of the wheelset supplied to Pacific National. The wheel discs were the original discs as fitted to the axle. The serial number of failed wheel was not able to be determined due to derailment damage, but the paired wheel (L4) had a serial number 98 9891 CSC S6479. The maintenance records show that the other wheelset on the same bogie was removed on 23 October 2014 when a bearing replacement was made.
A data logger analysis was conducted on each of the train’s locomotives. The investigation concluded that the management of the train from Maules Creek did not contribute to the derailment.
Figure 7: Loaded coal wagons
This photo shows a number of loaded NHIH-type wagons in the consist of MB520.

Source: ARTC
Train crew
The train was crewed by a driver and a second person based at Port Waratah. The train crew were appropriately qualified and held the required route qualifications.
Track information
The section of track where the derailment occurred was a single, bi-directional, standard gauge railway line. Signals were controlled by ARTC Network Control Centre North at Broadmeadow. The track configuration was ARTC Class 1XC standard heavy haul track with 60kg/m rail directly fastened to concrete sleepers with resilient Pandrol type clips on a ballast formation and capable of 30 tonne axle load operations.
The section of track where the leading bogie of vehicle NHIH 97081T derailed was a steep 1 in 38 falling grade with a relatively tight 240 m radius. The posted track speed was 55 km/h.
The track was controlled and maintained by ARTC. ARTC controls the interstate rail network plus the NSW Hunter Valley rail network as part of a 60-year lease with the NSW State government from September 2004.
The Main North line starts from Sydney extends north towards the Queensland border. It once was the main line to Queensland but is now closed beyond Armidale. The track carries both freight and passenger trains. Coal trains dominate, especially between Port Waratah and the coalfields of the Hunter Valley, Gunnedah and the Narrabri Basin.
According to a report commissioned by Pacific National, the track infrastructure was in a good serviceable condition prior to the derailment and ARTC had maintained the track according to the relevant standards.[8] The investigation found that track condition did not contribute to the derailment.
Related occurrences
In Australia, the number of derailments caused by wheel failure is difficult to determine due to the lack of coordinated data collection. An examination of NSW Independent Rail Safety Regulator’s annual rail safety industry reports from 2007 to 2012 did not mention any incidence of wheel failure in NSW over this period.
On 28 May 2011, there was a failure of a locomotive wheel on an intermodal freight train at Fisher in South Australia. The ATSB investigation found that a fatigue crack had initiated on the wheel rim and then radiated towards the flange and tread regions before the wheel completely failed. The rate of growth of the fatigue crack was influenced by high in-service mechanical loading of the wheel. The initiating mechanism was different from the one in this investigation.
Pacific National wheel incidents
Significantly, there have been seven reports of fractures detected in wheels, within a 3-year period, on Pacific National coal wagons in NSW (Figure 8). Three occurred over a 27-month period before this incident and three within a two-month period afterwards. None of the other incidents resulted in derailment. Five of the defects were found during maintenance, some detected inadvertently when the maintenance team were carrying out other work.
Figure 8: Pacific National wheel incidents
This table summarises the recent spate of Pacific National wheel fractures
| No. | INCIDENT DATE | WAGON TYPE | YEAR MADE | RIM THICKNESS | LOCATION DETECTED | HOW DETECTED |
| 1 | 31/05/13 | NHRH | 2000 | 23.9 mm | METFORD | WAYSIDE |
| 2 | 25/08/13 | NHRH | 1995 | 22 mm | GRETA | MAINTENANCE |
| 3 | 04/11/14 | NHRH | 1995 | 23 mm | GRETA | MAINTENANCE |
| 4 | 28/08/15 | NHIH | 1998 | 25 mm | PANGELA | DERAILMENT |
| 5 | 25/09/15 | NHRH | 1998 | 26 mm | GRETA | MAINTENANCE |
| 6 | 06/10/15 | NHRH | 2002 | 23 mm | GRETA | MAINTENANCE |
| 7 | 07/10/15 | NHRH | 2002 | 24 mm | GRETA | MAINTENANCE |
Source: Pacific National
The first in this series of incidents occurred at Metford. According to Pacific National, this incident was the first identified wheel failure since the installation of wheel condition monitoring in 1998.[9] On 31 May 2013, a high wheel impact load reading of 465kN was recorded by the ARTC Wheel Impact Load Detector (WILD) wayside equipment at Metford.[10] The train was subsequently stopped at Greta where the train crew inspected it. A partial wheel failure of the wheel tread was identified on a wheel on the 16th wagon. The WILD readings for this wheel had escalated during the weeks leading up to the final reading. The readings over the preceding weeks were: 200kN on 3 May, 236kN on 26 May, 246kN on 28 May, 317kN on 30 May, and 338kN again on 30 May. Interestingly, on 30 May, a senior Pacific National employee reported a possible skidded wheel or spalling defect due to pass-by noise at Greta. A roll-by examination was conducted at low speed at Maitland but no defect was detected. A further roll-by examination at the Newcastle Hunter Bulk terminal did not detect the defect. It was not until 1410 the following day, 31 May 2013, that the high WILD reading caused the train controller to contact the train crew and advise them to conduct an immediate technical examination.
The wheelset was three weeks short of its final scheduled maintenance, when it was to be removed from service. After metallurgical analysis, an investigation found that the failure mechanism was the result of a transverse thermal crack at the edge of the rim front face and tread. This failure is typically caused by excessive localised thermal load into the wheel tread and is generally associated with braking issues on the wagon. This was in combination with the wheel rim having a diminished thickness due to the wheel approaching its condemning diameter. Higher temperatures will occur during braking when the wheel is worn than when it is new. There will also be a tendency to sustain these higher temperatures due to the reduced capacity of the wheel rim to dissipate this heat.
The second incident occurred on 25 August 2013 during non-scheduled maintenance when maintenance staff, while grinding arrisses, incidentally detected a significant wheel fracture on a coal wagon. The defect was identified as a shattered rim where fatigue had initiated at a sub-surface position and then propagated through the wheel’s outer rim (see Appendix A for wheel terms). The cause of the fatigue defect was not identified.
Two days prior, on 23 August 2013, the WILD reading changed from a normal reading of 110 kN to 166 kN. On 25 August it increased to 207kN, well below the 250 kN limit where any preventative action commences. The Pacific National report into the incident made a number of observations about this incident and the previous May incident. It said that while the failure mechanism was different they had a number of similarities, both:
- were in the fully worn, minimum rim thickness condition
- had fatigue cracking initiating from a sub-surface condition
- were fitted to NHRH wagons, operating in the same environment
- exhibited rim edge angularity
- exhibited thermal cracking.[11]
It stated that they had instituted a program to monitor WILD readings on wheels with a low rim thickness and remove any that see an increase in WILD readings. It was found that 6.5% of wheelsets have a rim thickness of 25 mm or less when returned to the maintainer. It recommended an increase in the minimum rim thickness on 30 t axle load wagons to 28 mm on wheel turning. It stated that a minimum rim thickness of 28 mm will ensure that the stresses in the wheel are lower than that experienced in the two wheel failures (31 May and 25 August 2013). There is no evidence that any of the recommended measures were put in place by Pacific National prior to the derailment on 28 August 2015.
On 4 November 2014, a third wheel fracture was detected during scheduled maintenance, at the maintenance facility at Greta, here a crack was found on the tread and the front inner rim of the wheel. Subsequently a metallurgical examination by Comsteel found numerous cracks at the tread/front face location around the entire circumference of the wheel. The metallurgical report concluded that the thermal cracking[12] may have been initiated by a misaligned brake block causing a high thermal load. The report stated, ‘The rim thickness of the wheel was almost at condemning level. This very thin rim section leads to lower rim rigidity and, hence, higher propensity to unusual thermal distortion and would be a significant contributing factor into thermal crack formation and propagation.’[13]
The fourth incident at Pangela on 28 August 2015, which resulted in a derailment, is the subject of this report.
The fifth incident detected on 25 September 2015 during maintenance found two large cracks and numerous smaller cracks on the circumference of the wheel. A metallurgical analysis of this wheel determined the cracks were typical of thermal cracking likely caused by excessive braking or a brake block overhanging the rim edge.
The sixth incident was detected on 6 October 2015, again during unit train maintenance. Eight large cracks and numerous smaller cracks were found on the circumference of the wheel. No metallurgical analysis was conducted on this wheel.
The seventh incident detected on 7 October 2015 was from the same wagon as the previous incident but from a different bogie. A series of rim edge thermal cracks were found during a targeted maintenance inspection.
The actions taken by the rail operator and the rail regulator as a result of the first three incidents are discussed in the safety analysis section of this report.
__________
- NHIH wagons - The NHIH were the replacement wagons for the NHPH and NHQH wagons with the bogies refitted to the new NHIH wagons.
- Robinson Rail, ‘Derailment of Coal Train ID MB520’ Report on condition of track infrastructure, 28 August 2015.
- Pacific National set the minimum rim thickness at 22mm for freight vehicles over 25 tonne axle load. (For rim thickness measurement see Appendix A).
- Pacific National Coal Asset Management, ‘Technical Report Class 5 fractured wheel NHRH50361 31 May 2013’. August 2013. p.5.
- Wheel Impact Load Detector (WILD) - Measures the force of impact on the track caused by each wheel in the train consist. This can provide early detection of wheel defects such as skids and wheel out-of-round. The WILD was originally installed to detect wheel defects that introduced damaging impact loads to the track.
- Pacific National Asset & Infrastructure services (2014) Incident 73495 Shattered wheel report NHRH 50264J 25 August 2013. p.13.
- Thermal cracks are the result of alternate heating and cooling of the wheel tread and rim area, and originate from metallurgical changes in the wheel material. Thermal cracks are the most severe form of wheel defect. (NSW Asset Standards Authority’. Wheel defect manual’ May 2013. p.8.)
- Comsteel, ‘Evaluation of Pacific National W69 NHRH Coal wagon wheel cracking in the wheel rim’. April 2015. p.13.
The investigation determined that the derailment at Pangela was caused by a wheel failure. The R4 wheel fractured from the rim through to the boss causing a loss of interference fit and resulting in the wheel becoming dislodged from its seat and moving inward towards the centre of the axle. The fracture initiated as a transverse thermal crack in the wheel tread and, due to cyclic stressors, progressed by fatigue crack propagation to eventual failure.
This section examines the metallurgical aspects of the wheel and its fracture. It also explores wheel condition management including wayside monitoring, and risk management by the rail operator.
Metallurgical aspects of the wheel failure
All parts of the derailed bogie, wheelset, and the available fractured sections of the wheel recovered from site were examined and photographed by investigators and technical analysts from the ATSB at a Pacific National workshop at Port Waratah. Testing requirements were discussed with specialists from the ATSB, Comsteel, the Office of National Rail Safety Regulation (ONRSR) and Pacific National. Pacific National engaged the technical services of Comsteel to conduct the metallurgical analysis of the failed wheel. The scope and steps for the metallurgical investigation was agreed upon by these specialists before the wheelset and wheel pieces was taken to the Comsteel testing facility in Newcastle. The final metallurgical report[14] was examined by technical analysts from the ATSB who accepted the methodology and conclusions.
The metallurgical report concluded that multiple thermal cracks had initiated in the wheel rim. A magnetic particle inspection revealed six thermal cracks at a number of locations around the circumference of the wheel tread. It also found two cracks in the wheel rim. One of the thermal cracks progressed by fatigue until it extended from the rim to the boss of the wheel and was responsible for the loss of the interference fit between the wheel and the axle, which allowed the wheel to move inwards along the axle and initiate the derailment. The other crack extended 90 mm from the rim into the rim.
The report stated: ‘It is highly suggestive that the fracture was initiated by a transverse thermal crack in the wheel tread. This type of transverse thermal cracking is typically cause by excessive localised thermal load into a vulnerable region of the wheel tread and is generally associated with abnormal braking load.’
- The evidence from the metallurgical report also found:
- the failed wheel complied with industry specification requirements
- it exhibited a high level of steel cleanliness and no material abnormalities
- rolling contact fatigue indications were detected toward the flange side of the tread
- the inner rim exhibited a rough, blistered and corroded surface
- rim profiles from both wheels showed no significant deviation from original profile
- residual stress measurement on both wheels was not possible.[15]
The paired wheel on the wheelset was also examined but no thermal cracks were detected on its wheel tread. This suggested that, at some time prior to the crack formation, there was uneven distribution of braking energy between the two wheels on the wheelset. The appearance of the rough/ blistered /corroded surface on the inner rim of the failed wheel supports the likelihood that there was thermal loading on the wheel rim (Figure 9-1). There were indications on the paired wheel of a white etching layer (Figure 9-2), this is usually indicative of a heat-affected area possibly also caused by a braking event. It appears further away from the rim edge than those classified as near rim edge and has no crack indications. No heat-affected areas of this type were found on the failed wheel, but this evidence would likely have been removed due to the gouging of the wheel after the derailment when it was dragging in the four foot.
Figure 9: Heat indications on wheels
Image 1 shows the surface condition that may indicate overheating of the wheel rim of R4. Image 2 shows an area of white etching layer on the paired wheel L4, which was indicative of a heat affected area.

Source: Comsteel
There was no evidence of any problem with the brake mechanism or brake blocks on bogie NECA71. In addition, there was no record of wayside alarms for high wheel temperature for the wagon. This increases the likelihood that any thermal loading event would have occurred under service brake conditions.
Evidence of overhanging brake blocks was found on two other incidents, 6 October 2015 and 7 October 2015. The incident on 4 November 2014 and the subsequent Pacific National report discussed reducing the risk of brake block overhang by modification of the bogies by reducing the lateral float of the brake beam. There is no evidence that this was addressed prior to the derailment on 28 August 2015 Pacific National have recognised that this is an area of concern and are now trialling fitting modified brake beam liners to self-steering bogies on coal wagons.
The metallurgical report found that the failed wheel was approaching the end of its service life with a rim section 25 mm thick. This thin rim section leads to lower rim rigidity and, hence, higher propensity to unusual thermal distortion and would be a significant contributing factor into the thermal crack formation and propagation. Examples of thermal cracks identified by Comsteel during the metallurgical analysis are shown in Figure 10.
The high wheel loading (30 tonne axle loads) and the cyclic thermal braking events are also likely to have influenced the propensity for crack propagation once the thermal crack was initiated. Research into overheating of wheels found: ‘The loss of compressive residual stress and the development of tensile residual stress in the wheel rim due to overheating can contribute to fatigue failure of the wheel. A reduction in rim thickness due to wear and re-profiling also alters the residual stress distribution, and may increase the risk of wheel failure.’[16]
The ONRSR Safety Bulletin, (see Appendix D) identifies many other factors which contribute to these defects: ‘developments such as electronically controlled pneumatic braking (which can increase maintenance intervention periods), steering bogies (which can reduce wheel to rail contact area), micro-alloyed wheels (which are longer lasting wheels), and solid drawbar assemblies (which can increase maintenance intervention periods).’[17]
Figure 10: Thermal cracks identified during metallurgical analysis
Image 1 shows the location of the thermal cracks in relation to the fracture. Image 2 identifies thermal cracks located on the front face of the wheel tread.
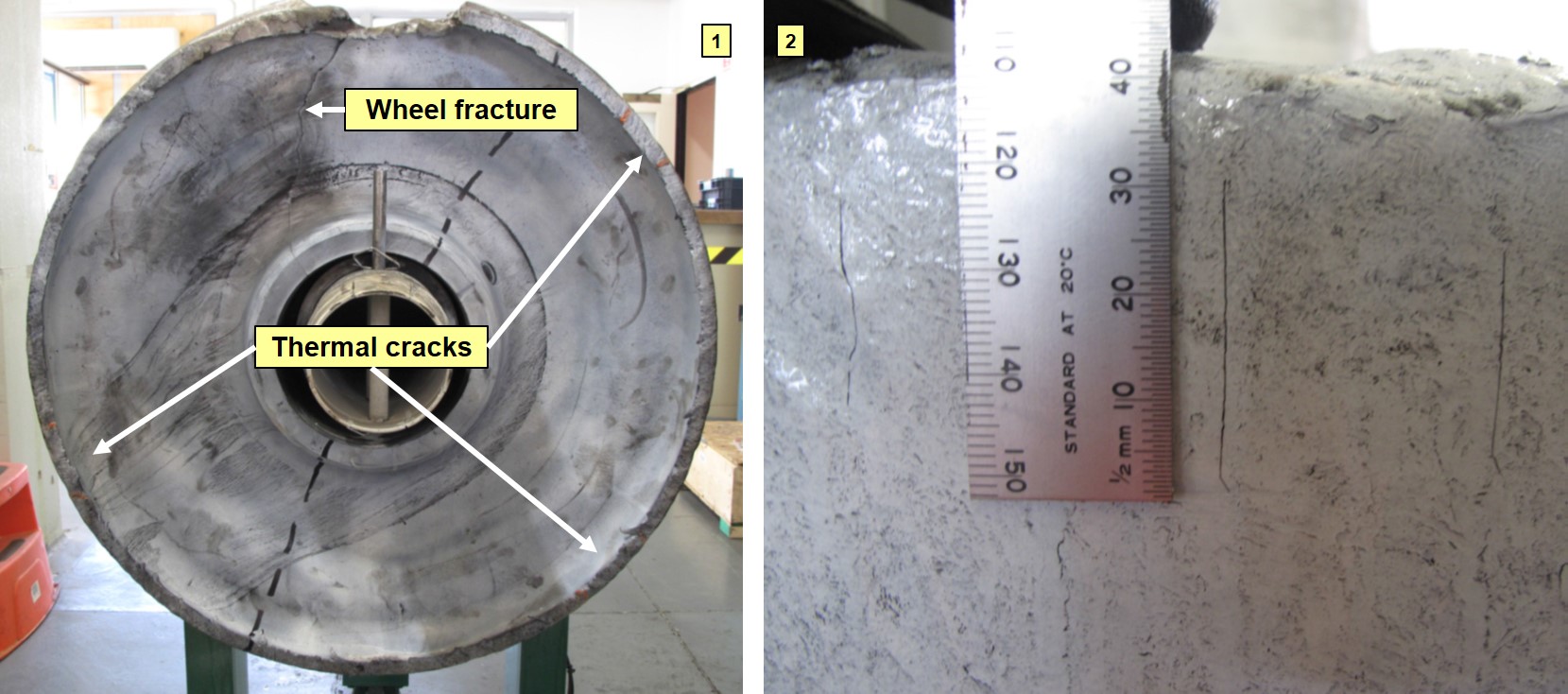
Source: Comsteel
Wheel condition management
Pacific National has in place a number of measures to monitor and manage the condition of its wheels and rollingstock. The primary method used to monitor and manage wheel condition is dependent on inspections conducted by Pacific National employees including train crew, maintenance staff and terminal operators.
A number of visual and audible examinations are regularly carried out. These include but are not limited to the following:
Terminal departure and arrival examinations. These are conducted at a low speed, usually about 10km/h. A terminal operator stands near the track and looks and listens for any abnormalities as the train passes.
Roll-by examinations. Conducted by train crew on one train as another train passes by. One train might be stationary or both might be operating at track speed. After the roll-by inspection radio communication occurs between crews to verify that no defect was present. Roll-by examinations also carried out by staff standing trackside at unloading points.
Full examination (FX). These full inspections are conducted while the train is stationary at a maintenance facility or terminal by examining staff at regular intervals (Coal trains at 28-day intervals). Note that the previous inspection for MB520 was on 29 June 2015, 60 days before the derailment.
Unit Train Maintenance (UTM). A more structured static full examination is conducted during UTM at a maintenance facility every 128 days.
Identifying a wheel defect, especially in the early stages, can be difficult. There are many factors that reduce the likelihood of the detection of a wheel defect, these include:
- speed of the train as it passes by
- environmental conditions such as lighting, noise levels and weather
- defects obscured by other components
- position of the wheel
- experience of the observer
- fatigue and motivation level
- time pressure to complete task.
Pacific National have a dedicated wheel condition monitoring team with a number of analysts based in Adelaide, Melbourne and Port Waratah. These analysts collect and analyse wheel data to assist them managing the Pacific National fleet. Some of the data collected by the wheel condition monitoring team includes wheel rim thickness, wheel age, and wheel impact loading. They also monitor wheel profile which is available from one location. Most of the condition monitoring is in relation to wheel wear and organising the examination events for the lifecycle of the wheel. It currently does not, and is not able to, identify wheel defects while the wheel is in service. The use of WILD data, which is explained more fully later, is an indirect way of detecting wheel defects.
The condition monitoring team based at Port Waratah operates during office hours on a 5-day roster. On this basis not all wheel defects will be attended to immediately. They receive electronic data and email alerts from ARTC wayside monitors and their own wheel profiler at Greta. Based mainly on past experience, the condition monitoring team develop strategies to minimise the likelihood of wheel defects and maximise the life of the wheel.
Since 2012, Pacific National has used a wheel profile monitor at the Greta maintenance facility in the Hunter Valley. Using laser and optical devices, it measures the wheel profile, wheel flange thickness and other parameters such as back-to-back measurements as the train passes at low speed. The profile parameters are used to predict wheelset optimum removal time and identify poorly wearing wheelsets.
Wheel profile data for the failed wheelset, collected before the derailment, indicated that it was within allowable wear limits, later confirmed by the metallurgical report. The back-to-back measurement for this wheelset was not recorded for the previous two passes prior to the derailment. It was initially postulated that this was caused by the wheel moving on the axle, giving early indication of wheel failure. An examination of wheel profile records found that a null data reading was a common occurrence for back-to-back measurements. Inaccurate measurements result from variation in the wheel chamfer profile. It is more likely that the missing data is a characteristic of the wheel profiler and not related to the progression of the wheel failure. Improvement in the reliability of this device would assist Pacific National in their management of wheel condition.
Wayside monitoring
There is currently no wayside detection system that can detect cracks on in service trains except at workshop maintenance when post wheel turn non-destructive testing is carried out to check a defect has been removed. Following wheel manufacture, once non-destructive testing is completed, the rollingstock operator primarily relies on visual inspections by train crew, terminal operators, and wagon maintenance staff to detect wheel fracture. The WILD will provide information if the defect is of the type that will cause an impact to be recorded. Typically this will be something like a chip or gouge in the wheel flange, out of round wheels, skidded wheels, and cracks where a portion of the wheel has fallen away. Early stage cracks and thin deep cracks are not detected as minimal impact forces are generated.
The network access provider, the Australian Rail Track Corporation (ARTC), operate and maintain the wayside monitoring systems in the Hunter Valley where this incident occurred. There are different types of wayside devices including detectors for hot bearings, wheel impact loads, acoustic wheel monitoring, and weighbridges. These monitoring systems can be split into two generic types, reactive and predictive. A reactive approach requires an immediate action after a serious condition develops or equipment failure occurs, whereas a predictive approach identifies the requirement for future action before a serious condition develops. Reactive condition monitoring, such as hot bearing detectors, are usually used as the last line of defence to protect significant or critical railway infrastructure assets.
For a more detailed description of their function, see Appendix B.
These trackside systems are primarily used by ARTC to prevent damage to the track infrastructure. They detect a variety of rollingstock and track faults and are positioned at strategic locations in the network (Figure 11).
Figure 11: Wayside monitoring equipment system map
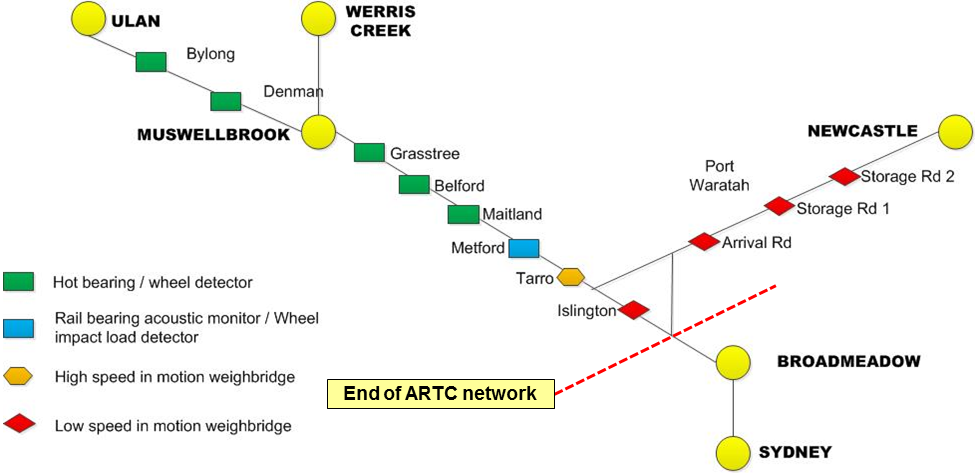
Source: ARTC – redrawn by ATSB
The system comprises a variety of wayside devices, which communicate readings to an ARTC data recording and alert system. Each train and wagon is identified using Automatic Equipment Identification (AEI), each wheelset is also counted. The wayside detection system records data, and at set levels, notifications are sent to ARTC and at times to the rollingstock operator. The pathway for a WILD wayside system alert to ARTC and Pacific National is included at Appendix C.
The failed wheel (R4) was initially identified by the WILD at Metford on 28 July 2015. The WILD then recorded passes by the wheelset until the day before the derailment, with a peak of 326 kN recorded on 26 August 2015 (Figure 12). It is only when the impact level reaches 400 kN that ARTC procedures require more immediate action.[18] At this impact level, i.e., 400kN, ARTC train control contact the train crew, and request they bring the train to a stop to inspect the nominated wheel.
Figure 12: Wheel Impact Load Detector readings
WILD readings from the failed wheel (R4) prior to the derailment and Pacific National’s actions.
| No. | DATE | WILD | ACTION |
| 1 | 28/07/15 | 175 kN | Nil |
| 2 | 02/08/15 | 204 kN | Monitor |
| 3 | 16/08/15 | 273 kN | Monitor |
| 4 | 23/08/15 | 316 kN | Plan for wheelset removal |
| 5 | 26/08/15 | 326 kN | Work order issued for wheelset removal by 20/09/15 |
| 6 | 28/08/15 | na | Derailment at Pangela |
Source: ATSB
A work order for the removal of the wheelset was created on 26 August 2015, two days before the derailment, in accordance with the Pacific National decision matrix table.[19] The table specifies the action when the WILD reading reaches a certain threshold. This alert was triggered once the second reading in the 300-350 kN range was reached in the month. The alert was sent to the Pacific National wheel condition monitoring team, where a work order was raised to remove the wheelset by 20 September 2015. Pacific National classified the earlier impact levels, from 28 July 2015, as requiring monitoring.
Pacific National use the ARTC wayside monitoring system for two main areas (see Appendix B for explanation of terms):
- Wheelset condition monitoring using a Wheel Impact Load Detector (WILD) and Bearing Acoustic Monitoring (RailBAM)
- Bogie condition monitoring using Truck Bogie Optical Geometry Inspection (TBOGI) and Rail Squeal Acoustic Detection (RailSQAD).
Pacific National has limited access to the WILD data and impose lower impact level thresholds than ARTC. The purpose of these thresholds is to detect bearing failures that are associated with wheel impacts. Pacific National acknowledge that the WILD wayside data is an indirect way of detecting wheel fracture, is a lagging indicator, and not what the system was principally designed for.
Risk management
As required by national rail safety legislation, Pacific National, as an accredited rail operator, has in place a Safety Management System. This system includes a risk register which identifies major operational risks and the control measures which the operator has in place to prevent and manage the risk.
As part of managing risk, Pacific National have developed technical standards that apply to their rollingstock. These standards are consistent with the Rail Industry Safety and Standards Board codes of practice. As part of the Safety Management System process, these standards are monitored and reviewed.
Pacific National, in their Operational Risk Register[20], identified the risk of derailment caused by defective wheels, where the defect was caused by a vertical split or shattered (fractured) rim. Using estimated consequence and likelihood levels for a defective wheel and with the above control measures in place, Pacific National calculated the residual risk level in the high category.
The control measures identified for the identified risk were:
- Wagon maintenance manual WMM 09-11
- Generic procedures GRP6 16 and GRP6 23
- Procedures NSWCO-032 and 033
- Ultrasonic testing regime on 100 tonne axles
- Physical/ visual inspection regime of axles for strike marks by maintainers during UTM
- Network Owner Wayside Monitoring Equipment.
The controls measures listed, with the exception of the wagon maintenance manual, are not specifically aimed at controlling wheel failure. The procedures and ultrasonic testing are for axles not wheels. The wayside monitoring systems are currently not developed to detect early stage wheel fractures. The wagon maintenance manual is limited to describing the typical faults found by visual inspections and the action to take when the defect is detected. These risk management strategies developed by Pacific National are not likely to increase the probability of detection of wheel failure since the first identified wheel incident.
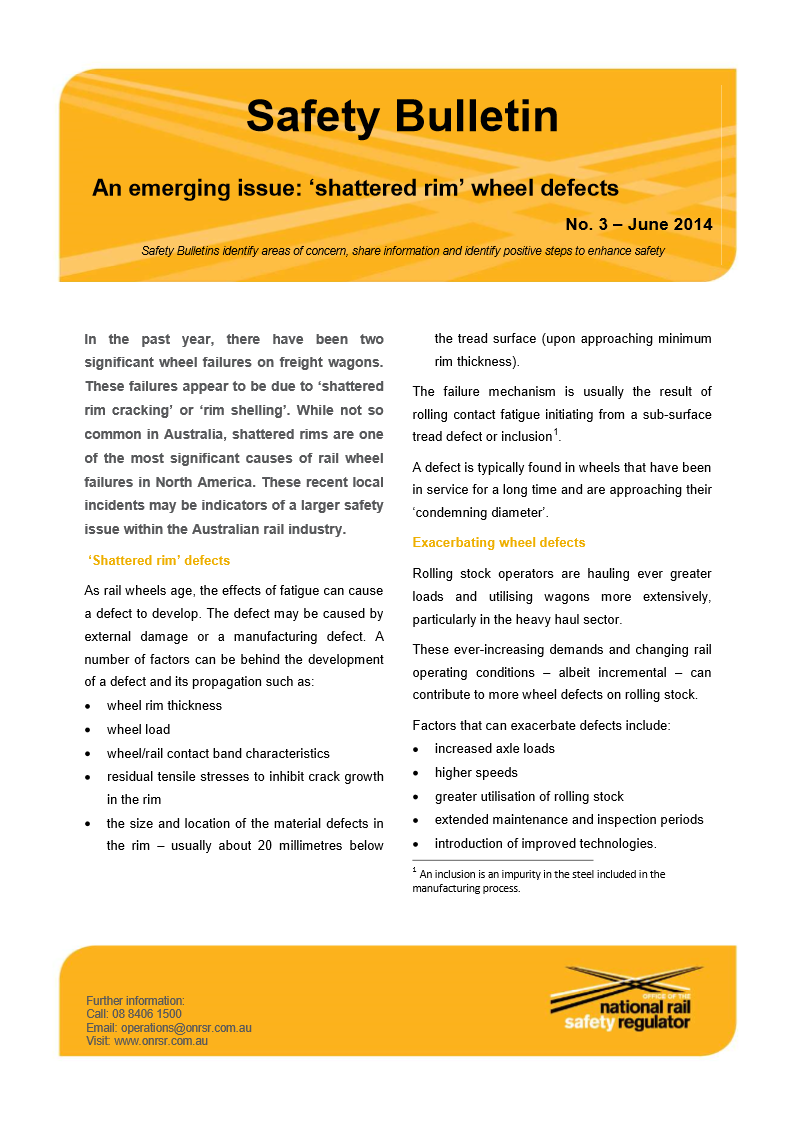
As a result of the first two identified Pacific National wheel incidents in 31 May 2013 and 25 August 2013, ONRSR published a Safety Bulletin in June 2014. It was titled: “An emerging issue: ‘shattered rim’ wheel defects”, and is included at Appendix D.
This bulletin stated that, while not so common in Australia, shattered rims are one of the most significant causes of rail wheel failures in North America. It said that as rail wheels age, the effects of fatigue can cause a defect to develop. The safety bulletin reminded operators to question current maintenance and wagon inspections and enhance wagon maintenance for those wheelsets which are approaching condemning diameter.
Two control measures were suggested for operators to include:
- non-destructive testing during manufacturing phase, and
- trackside detection and monitoring devices.
It concluded that Australian rail operators, depending on their operating environments, may need to review and revise current risk registers in order to manage to a ‘so far as is reasonably practicable’ level the hazards associated with a wheel failure due to a shattered rim.’
It is likely the low rim thickness was a contributory factor in the previous Pacific National wheel cracks. Thin rim sections were found in the other six reports of fractures detected in wheels (Figure 8). The rim section thicknesses ranged between 22 – 26 mm. The maximum rim thickness in the fleet was 57 mm with the average being 50 mm.
After the first incident on 31 May 2013, Pacific National commissioned a metallurgical investigation and completed an internal investigation[21]. Many aspects of wheel monitoring and procedures were examined; one aspect was the minimum wheel rim thickness. Pacific National operated wheelsets to a 22 mm minimum wheel rim thickness, which is consistent with RISSB code of practice for wheel defects. The Pacific National report made the following observations:
if a 22 mm rim thickness is determined to be a satisfactory minimum rim thickness, the current levels for wheel impact alerts may not be appropriate for 30 tonne axle load wagons, particularly those fitted to self-steering bogies.
the Association of American Railroads (AAR) identifies wheel configuration at low rim thickness being sensitive to large thermal stresses.
Pacific National should undertake a review of wheel stresses for the current wheel design, with particular focus on low rim thickness.
It is unknown if a review of wheel stresses was undertaken by Pacific National following this incident. There was no change to their practice of using wheels with a rim thickness approaching the condemning limit until after the derailment.
As can be seen from Figure 8, most of the defective wheels were running with thin rim thickness. This was because they were not targeted for removal. The age of the wheels ranged from 13 -19 years since manufacture. Although, like the failed wheel from this derailment, and other Pacific National failed wheels since 2013, the wheels were within accepted standards for wheel design, material composition, inclusions, and wear limits.
The change in the Pacific National wheelset rim thickness in the 30 tonne axle load coal fleet from just prior to the derailment in September 2015 to February 2016 is shown in Figure 13. The lower range of rim thickness from 20 mm to 30 mm was selected to be shown as it is the area of most concern, the upper range from 31 mm to 57 mm is not shown. The graph shows the progress of the removal of the bottom range of wheel rim thickness.
Figure 13: Wheelset rim thickness 30 tonne axle load coal fleet

Source: ATSB table from Pacific National supplied data
Pacific National acknowledge that increasing the minimum rim thickness would assist with reducing stresses in the wheel and may act to prevent further failures. Pacific National did not review the application of this value until after the derailment. Pacific National advised that they had implemented various strategies to reduce the incidence of wheel failure. These strategies include:
- Increase the from-workshop outbound wheel turn size upon re-profiling turn from 25 to 28 mm
- Actively remove of wheels with low rim thickness (under 25 mm).
Other proposed actions include:
- Establish a process to identify thin rims and wheel impacts and remove from service wheels considered to be at greater risk of fracture
- Fit modified brake beam liners to bogies on coal hopper wagons to reduce the incidence of overhanging brake blocks and the subsequent formation of thermal cracks
- Conduct a fleet wide inspection of wheels for cracked rims.
__________
- Comsteel. ‘Customer Quality Report No. 83582 Examination of Pacific National NHIH97081, Wheel Fracture Wheel set 1G6S981356’ December 2015. p.16.
- Rail wheels are manufactured with a compressive hoop stress to provide additional fracture resistance. Once the wheel failed this measurement cannot be made.
- Mutton and Laczko. Metallurgical and NDT aspects in the management overheated railway wheels. MATe05 paper. 2006.
- Office of National Rail Safety Regulator (2014). An emerging issue ‘shattered rim’ wheel defects. Safety Bulletin No. 3 June 2014, p.2.
- ARTC Wheel Impact Load Detection (WILD) Alarm Specifications 12 March 2014, p.4.
- Pacific National. Management of Wayside Condition Monitoring Systems, Wagon Maintenance Manual. 01-12_02. 4 November 2009.
- Pacific National. ‘Operational Risk Register ORR NSW-Vic’. 16 June 2015.
- Pacific National. ‘System Safety Accident Investigation into Failure of Wheel Disc No.41574 Class 5 Wheel Fracture Fitted to Wagon NHRH50361M IRS No. 70337 at Greta Date of Incident Friday, 31st May 2013’. 26 March 2014. p.6.
From the evidence available, the following findings are made with respect to the derailment of freight train MB520 that occurred at Pangela, New South Wales on 28 August 2015. These findings should not be read as apportioning blame or liability to any particular organisation or individual.
Safety issues, or system problems, are highlighted in bold to emphasise their importance. A safety issue is an event or condition that increases safety risk and (a) can reasonably be regarded as having the potential to adversely affect the safety of future operations, and (b) is a characteristic of an organisation or a system, rather than a characteristic of a specific individual, or characteristic of an operating environment at a specific point in time..
Contributing factors
- The derailment occurred due to a wheel failure on the right hand wheel (R4) fitted to the leading axle of the leading bogie of vehicle NHIH97081. This led to the wheel moving off the wheel seat towards the centre of the axle. The bogie then rotated causing the other wheels on the bogie to derail.
- The wheel failed due to the initiation and propagation of a transverse thermal crack in the wheel tread.
- The wheel inspection processes and systems were not effective in detecting surface damage or cracks on the R4 wheel on wagon NHIH97081 prior to the wheel failure. [Safety Issue]
Despite a number of incidents, Pacific National did not take adequate action, before the derailment, to reduce the risk of wheel defects, especially in light of previously identified contributors such as low rim thickness. [Safety Issue]
Other findings
- The rollingstock operator used the data from Wheel Impact Load Detectors as an indirect method to detect wheel surface damage and cracks. However, despite increasing impact level readings during the previous month, no immediate action was taken to inspect the R4 wheel before it eventually failed.
- Metallurgical tests of the failed wheel R4 and the paired wheel L4 found they complied with specification requirements.
Depending on the level of risk of the safety issue, the extent of corrective action taken by the relevant organisation, or the desirability of directing a broad safety message to the rail industry, the ATSB may issue safety recommendations or safety advisory notices as part of the final report.
Wheel inspection processes
The wheel inspection processes and systems were not effective in detecting surface damage or cracks on the R4 wheel on wagon NHIH97081 prior to the wheel failure.
ATSB Safety Issue: RO-2015-015 SI-01
ATSB Safety Recommendation: RO-2015-015-SR-012
Low rim thickness
Despite a number of incidents, Pacific National did not take adequate action, before the derailment, to reduce the risk of wheel defects, especially in light of previously identified contributors such as low rim thickness.
ATSB Safety Issue: RO-2015-015 SI-02
Sources of information
The sources of information during the investigation included:
- Australian Rail Track Corporation
- Office of the National Rail Safety Regulator
- Pacific National
References
Asset Standards Authority NSW (2013). Wheel defect manual. May 2013. p.8.
Australian Rail Track Corporation (2014) Wheel Impact Load Detection (WILD) Alarm Specifications, Version 2.0, 12 March 2014, p.4.
Comsteel (2015) Evaluation of Pacific National W69 NHRH Coal wagon wheel cracking in the wheel rim. p.13.
Comsteel (2015) Customer Quality Report No. 83582 Examination of Pacific National NHIH97081, Wheel Fracture Wheel set 1G6S981356. p.16.
Liu. X, Saat. M.R, Barkan. C.P.L. (2012) Analysis of Causes of Major Train Derailment and Their Effect on Accident Rates. US Department of Transportation Region V Regional University Transportation Center Final Report.
Mutton and Laczko. (2006) Metallurgical and NDT aspects in the management overheated railway wheels. MATe05 paper.
Office of National Rail Safety Regulator (2014). An emerging issue ‘shattered rim’ wheel defects. Safety Bulletin No. 3 June 2014.
Pacific National (2009). Management of Wayside Condition Monitoring Systems, Wagon Maintenance Manual. 01-12_02.
Pacific National Coal Asset Management (2013) Technical Report Class 5 fractured wheel NHRH50361 31 May 2013. p.5.
Pacific National Asset & Infrastructure services (2014) Incident 73495 Shattered wheel report NHRH 50264J 25 August 2013. p.13.
Pacific National (2015) Operational Risk Register ORR NSW-Vic.
Pacific National (2014) System Safety Accident Investigation into Failure of Wheel Disc No.41574 Class 5 Wheel Fracture Fitted to Wagon NHRH50361M IRS No. 70337 at Greta, date of Incident Friday, 31st May 2013. p.6.
Rail Industry Safety and Standards Board (2010) Glossary of Rail Terminology – Guideline.
Robinson Rail (2015) Derailment of Coal Train ID MB520 Report on condition of track infrastructure.
U.S. Department of Transportation Federal Railroad Administration (2014) Broken Rims in Railroad Wheels.
Submissions
Under Part 4, Division 2 (Investigation Reports), Section 26 of the Transport Safety Investigation Act 2003 (the Act), the Australian Transport Safety Bureau (ATSB) may provide a draft report, on a confidential basis, to any person whom the ATSB considers appropriate. Section 26 (1) (a) of the Act allows a person receiving a draft report to make submissions to the ATSB about the draft report. A draft of this report was provided to:
Australian Rail Track Corporation
Office of the National Rail Safety Regulator
Pacific National
Submissions were received from the Australian Rail Track Corporation, the Office of National Safety Regulator, and Pacific National. The submissions were reviewed and where considered appropriate, the text of the report was amended accordingly.
Appendix A – Wheel information
Figure 14: Standard terminology for wheels
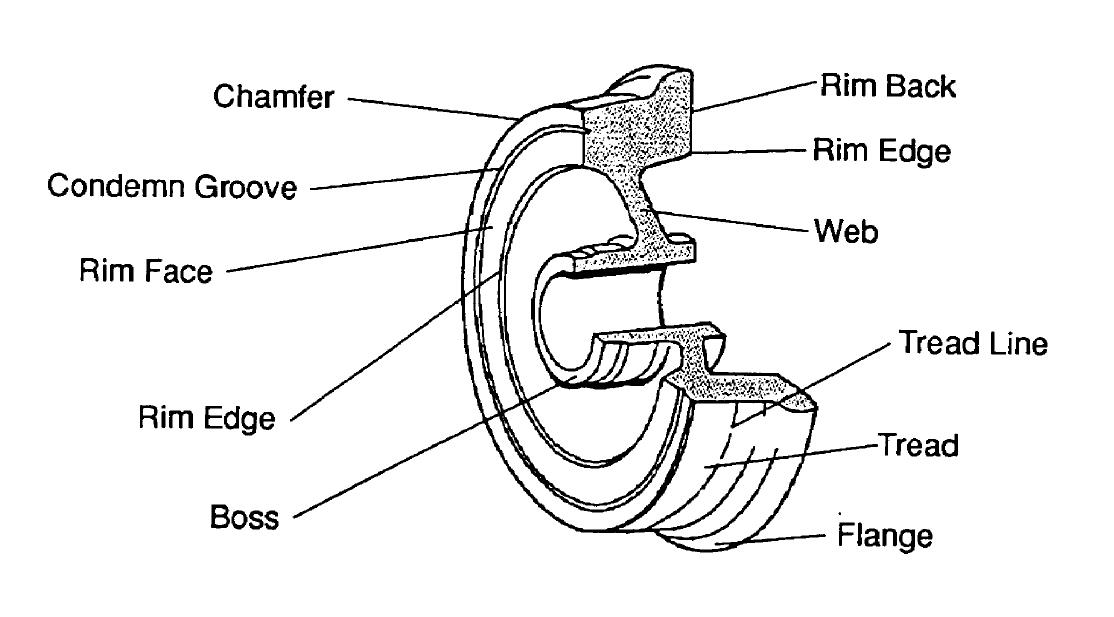
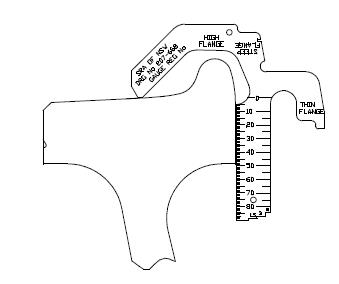
Figure 15: Measuring the rim thickness
In this example, the rim thickness is 48 mm.
Appendix B – Wayside monitoring systems
The following wayside monitoring systems were not designed to detect wheel failure. Each system has its own focus and method of operation.
Wheel Impact Load Detector (WILD)
Used to measure the effect of wheel impacts on the rail surface under dynamic conditions. This can provide early detection of wheel defects such as skids (wheel flats), and wheel out-of-round. Originally designed to protect track from high energy impacts from wheels. It consists of arrays of accelerometers and train presence switches clamped to the rails. It provides alerts to the network owner and also to rollingstock operators.
Hot box detectors
Hot-box detectors are a reactive method of condition monitoring. They usually detect the infrared signature of bearing components and alarm if the temperature exceeds a predetermined setting.
Consequently, hot-box detection is usually used as a ‘last line of defence’ to protect railway infrastructure assets critical to production processes such as coal and ore carrying railways.
Rail Bearing Acoustic Monitoring (RailBAM)
Bearing Acoustic Monitoring (BAM) is a predictive condition monitoring system that ‘listens’ to the acoustic signature of bearings and can detect faults as they develop. It is the primary method for detecting potential bearing faults on rolling-stock travelling on the interstate main line. Recorded data from each train is stored in a database allowing evaluation, trending and maintenance scheduling of rolling-stock based on predicted bearing condition.
BAM uses sensitive acoustic arrays to record the sounds emanating from wheels and bearings passing through the monitoring site. The recordings are processed for the sound characteristics that are unique to specific types of bearing faults. BAM is best at detecting faults on rolling surfaces such as the inner and outer raceways, and rollers in rolling-stock bearings. BAM can also detect looseness or fretting faults and ‘noisy’ wheels (flanging and wheel flats).
Rail Squeal Acoustic Detection (RailSQAD)
Measures acoustic energy to enable comparison of wheel noise trends over time. It measures the energy in the frequency band where wheel squeal and flanging noise are typically found. Wheel squeal is generated when the wheel tread slips on the rail. Excessive levels can be caused by worn wheel profiles and badly tracking bogies. Flanging noise occurs when the taper of the wheel is insufficient to turn the wheelset around a tight corner. The flange then pushes against the inside edge of the rail gauge face to turn the wheelset. A screeching sound is typical on tight corners but increased noise levels may indicate badly tracking bogies, worn wheel / rail profile or a lubrication malfunction.
Truck Bogie Optical Geometry Inspection (TBOGI)
Optically measure the position and angle of passing wheel sets relative to the rail. There are a number of performance parameters, the two most basic are the tracking position and angle of attack. Measurements for each axle are taken, and when parameters are exceeded, an alert is generated. In this way bogie health is monitored which may reduce wheel set replacement, flange wear, rail wear and identify poorly performing bogies.
Weighbridge sites
High and low speed weighbridge sites weigh trains as they pass. Wheel sensors detect the presence of a train, record the number of axles on the train and measure the speed of each wagon. Strain gauge transducers are mounted in the web of each rail with control equipment to store and process the collected data.
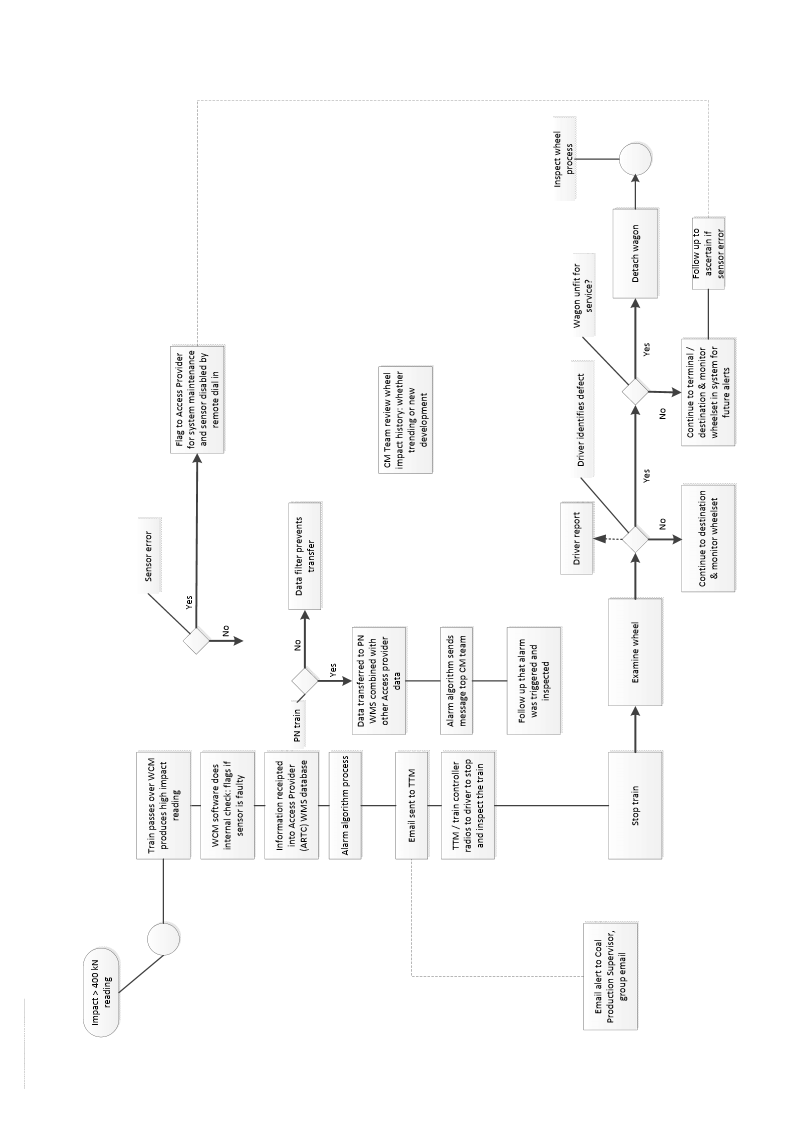
Appendix C – Wheel Impact Load Detector flowchart
Appendix D – ONRSR Safety Bulletin


Purpose of safety investigationsThe objective of a safety investigation is to enhance transport safety. This is done through:
It is not a function of the ATSB to apportion blame or provide a means for determining liability. At the same time, an investigation report must include factual material of sufficient weight to support the analysis and findings. At all times the ATSB endeavours to balance the use of material that could imply adverse comment with the need to properly explain what happened, and why, in a fair and unbiased manner. The ATSB does not investigate for the purpose of taking administrative, regulatory or criminal action. TerminologyAn explanation of terminology used in ATSB investigation reports is available here. This includes terms such as occurrence, contributing factor, other factor that increased risk, and safety issue. Publishing informationReleased in accordance with section 25 of the Transport Safety Investigation Act 2003 Published by: Australian Transport Safety Bureau © Commonwealth of Australia 2016
Ownership of intellectual property rights in this publication Unless otherwise noted, copyright (and any other intellectual property rights, if any) in this report publication is owned by the Commonwealth of Australia. Creative Commons licence With the exception of the Coat of Arms, ATSB logo, and photos and graphics in which a third party holds copyright, this publication is licensed under a Creative Commons Attribution 3.0 Australia licence. Creative Commons Attribution 3.0 Australia Licence is a standard form licence agreement that allows you to copy, distribute, transmit and adapt this publication provided that you attribute the work. The ATSB’s preference is that you attribute this publication (and any material sourced from it) using the following wording: Source: Australian Transport Safety Bureau Copyright in material obtained from other agencies, private individuals or organisations, belongs to those agencies, individuals or organisations. Where you wish to use their material, you will need to contact them directly. |