
Executive summary
What happened
On 8 January 2023, the pilot of a Robinson R44 helicopter, registered VH-ZUJ, noticed a persistent clutch warning light on approach to Hamilton Island Airport, Queensland, and carried out the clutch warning light emergency procedure. The aircraft landed at Hamilton Island Airport, where ground crew found that the clutch actuator electric drive motor had separated from the gearmotor assembly and fallen between the drive belts and the right-hand fan shroud.
What the ATSB found
The ATSB established that during assembly of the gearmotor the required thread adhesive was not applied, or applied in a manner that did not prevent the loosening of the electric motor retaining nut. Consequently, over time, normal aircraft vibrations loosened the retaining nut, resulting in the clutch actuator electric motor separating from the gearmotor assembly in flight.
What has been done as a result
Robinson Helicopter Company advised that they are actively working with the component manufacturer to rectify identified quality issues with the gearmotor assembly and are considering updating the procedures for the inspection of the clutch actuator assembly.
Safety message
Personnel involved in maintenance and operation of R44 helicopters should be aware of the risks posed by the failure of this component, specifically the risk of a loose component interfering with the v-belts and impacting rotor drive. The ATSB encourages pilots and maintenance engineers to physically check the security of the R44 clutch gearmotor assembly on a regular basis.
Hand checking the motor for security, with electrical power off or visual inspection for motor rotation during operation are 2 methods that may detect a loosening motor prior to complete separation.
If a defect is identified, the gearmotor assembly should be replaced and the defect reported to the Civil Aviation Safety Authority and the manufacturer.
The investigation
The occurrence
At about 1130 local time the aircraft departed Qualia helipad, with no passengers aboard, for a positioning flight to Hamilton Island Airport. On approach to runway 14, at about 300 meters from the threshold, the pilot noted the illumination of the clutch caution light.
The pilot waited for 10 seconds, then, as the light did not extinguish, they pulled the clutch motor circuit breaker in accordance with the clutch warning light emergency procedure in the pilot’s operating handbook. The landing was completed at Hamilton Island Airport and the aircraft was shut down without further incident.
Ground crew visually inspected the drive belt tensioner assembly and found that the clutch actuator electrical drive motor had separated from the gear assembly and was found between the drive belts and fan shroud. The motor was still attached electrically to the aircraft, and the gear assembly was securely attached to the drive belt tensioner assembly. (Figure 1)
Figure 1: Electric motor position
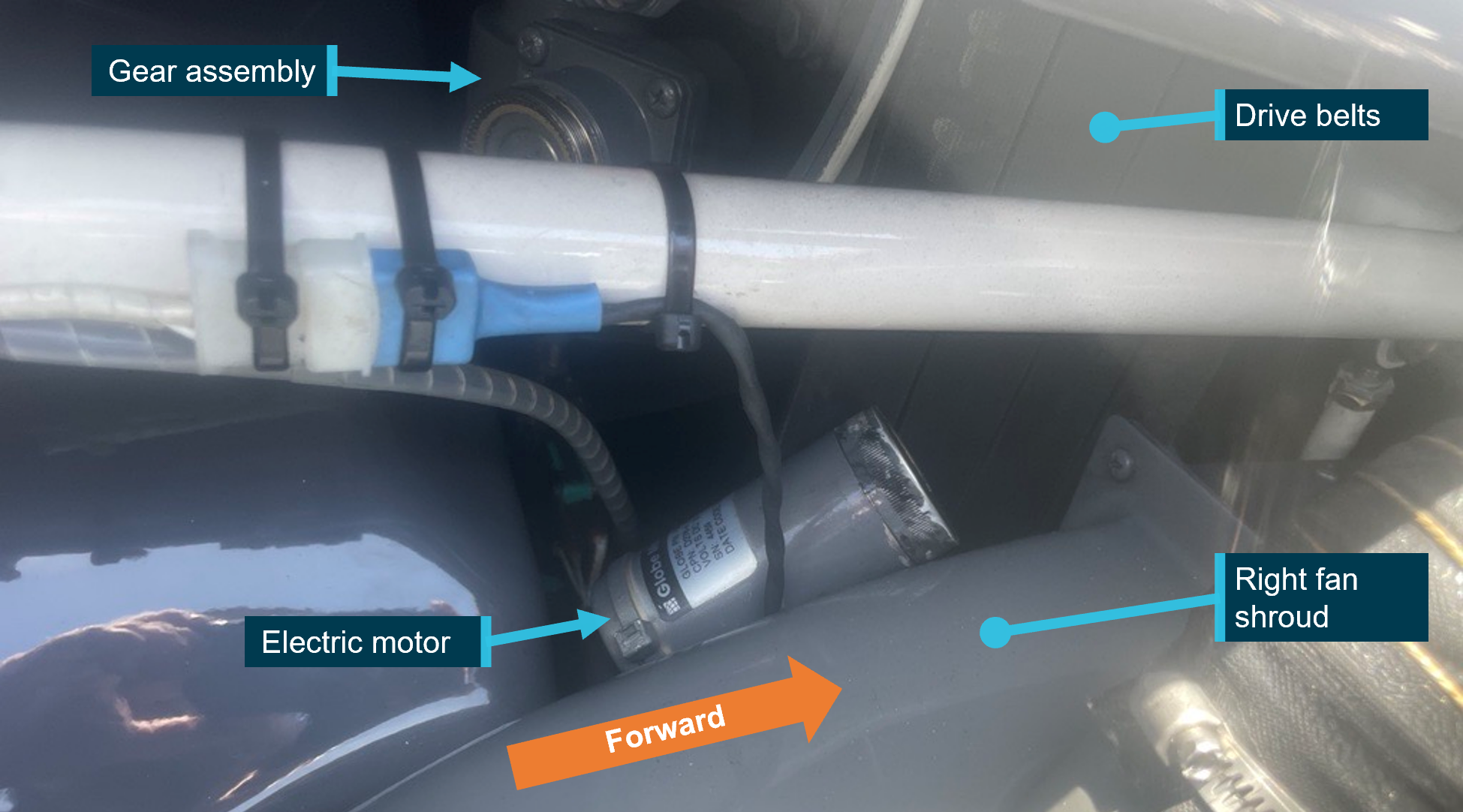
Source: Pilot. Annotated by the ATSB
Context
Drive belt system
The Robinson R44 helicopter's rotor drive system incorporates a belt driven common shaft for main and tail rotor drive. Power is transmitted from the engine to the main and tail rotors through vertically mounted sheaves (also commonly called drive pulleys) and a v-belt arrangement (Figure 2). The drive assembly carries 4 double‑banded v-belts. Each drive belt consists of 2 single v-belts that are bonded by a common rubber backing (tie-band). The lower drive sheave is bolted to the output flange of the engine crankshaft, while the upper sheave is located immediately above on the common main and tail rotor driveshaft.
Before the engine is started, the clutch actuator is placed in the disengaged position, which leaves the v-belts slack and allows the engine to start and run freely without the load of the main and tail rotors. A pilot-operated, electrically‑driven actuator progressively tensions the drive belts and enables power transfer from the engine to the rotor system.
Figure 2: R44 clutch assembly
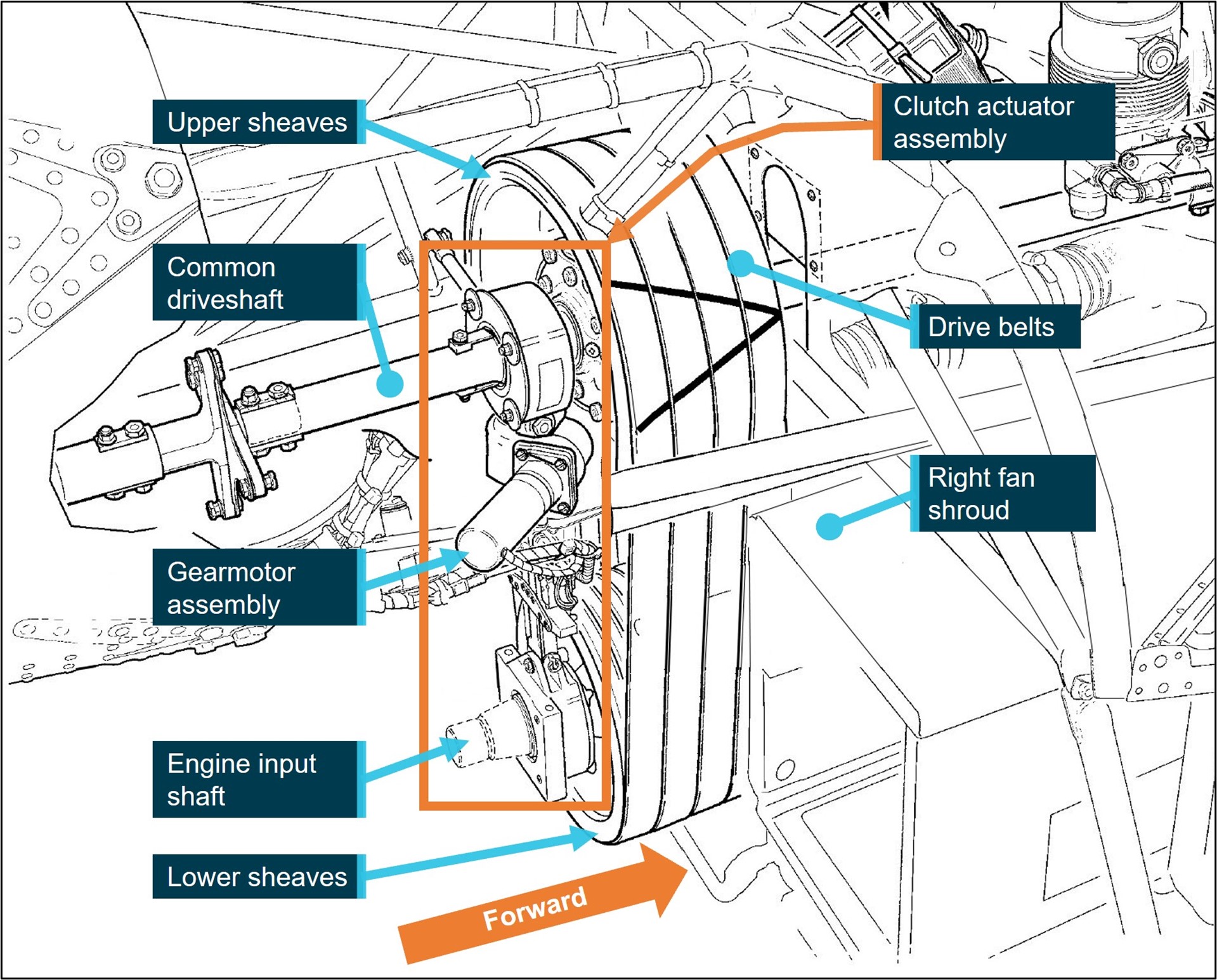
Source: Robinson Helicopter Company. Modified for clarity and annotated by the ATSB
Drive belt clutch system
The clutch actuator is vertically positioned between the upper and lower sheaves. When the actuator is engaged, the upper sheave and clutch shaft are moved upward, applying tension to the drive belts. A column spring arrangement within the clutch actuator senses the compressive load caused by increasing belt tension and stops the actuator gearmotor when the tension reaches a pre-set value. The actuator also incorporates up limit switches to prevent over extension due to belt stretching, and a down limit switch to set the clutch disengaged positions. The clutch gearmotor assembly uses an electric motor to drive the actuator, via a worm-drive[1] arrangement, which ensures that belt tension forces are not fed back into the actuator motor; this allows the motor to be de-energised and belt tension to be maintained. The gearmotor assembly is attached to the belt tensioner by 4 corrosion resistant screws. (Figure 2)
A clutch caution light is illuminated in the cockpit whenever the gearmotor is running, either engaging or disengaging the clutch. It is normal for the clutch caution light to illuminate briefly during flight as the actuator re-tensions the drive belts to maintain the correct drive belt tension.
Gearmotor assembly
The clutch actuator electrical motor and gear assembly, collectively known as the gearmotor assembly, are factory assembled. The assembly is not field serviceable or repairable, requiring return to the manufacturer if unserviceable. The motor is attached to the drive gear by a threaded, free‑rotating, captive retaining nut. The retaining nut is secured with a commercially available thread locking adhesive and torqued with a c-spanner using castellations built into the nut, The electric motor case is then partially slid over the retaining nut, covering the castellations. (Figure 3) The design does not include a mechanical locking device, and no visual indication of loosening creep is embodied.
Figure 3: Gearmotor assembly
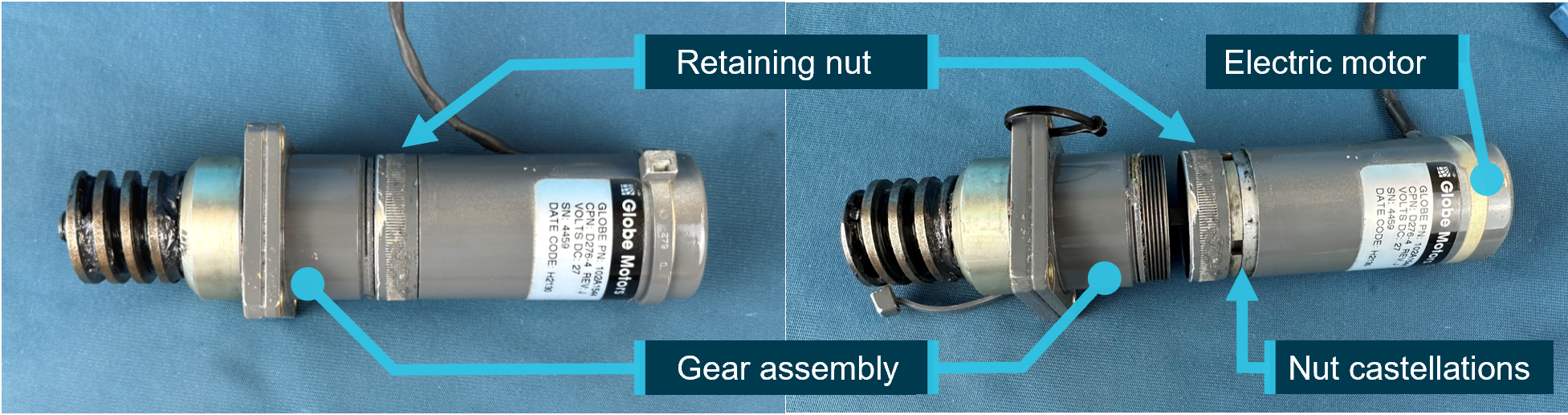
Source: ATSB
The incident gearmotor assembly was retained and inspected by the ATSB. The inspection noted the following (Figure 4):
- No unusual damage to the threads of the electric motor or gear assembly was evident.
- A black residue was found in the root of the gear assembly threads. This residue was not chemically identified due to an insufficient amount available for analysis.
- The thread locking compound specified was designed to fluoresce in ultraviolet light to enable inspection of the fastener. The ATSB assembled a test piece with the locking compound and when disassembled the compound was evident when examined under ultraviolet light.
- No evidence of thread adhesive was found on the engaging threads of either part of the incident gearmotor assembly under ultraviolet, or visible light conditions.
- Fluorescent residue was found on a threaded section of the gear assembly, outside of the engaging threads section.
Figure 4: Gearmotor UV light inspection
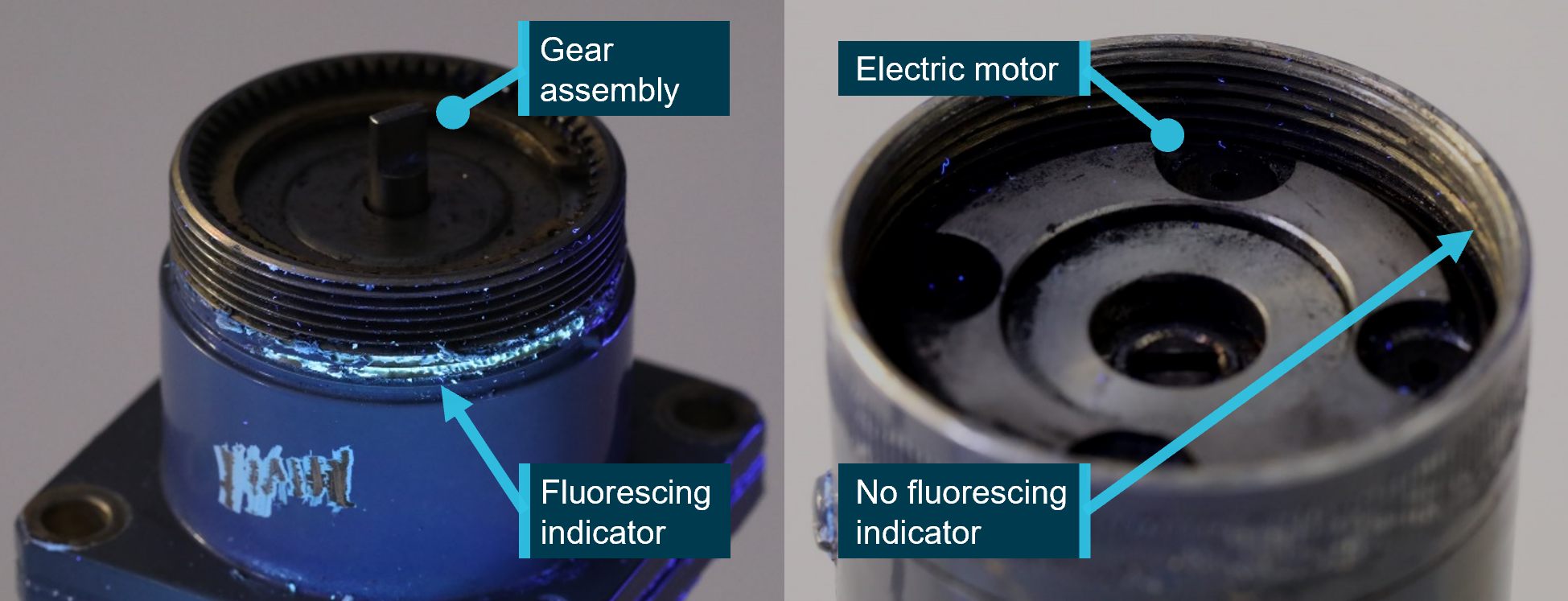
Source: ATSB
Thread adhesive
Loosening of threaded fasteners subject to vibration or rotation is an established and understood phenomenon of aircraft operation.[2] Secondary locking devices and assembly torque are carefully designed to minimise the risk of the threaded fastener loosening in service. Thread adhesive can be used as a secondary locking mechanism to mitigate vibration‑induced loosening of threaded fasteners.
The thread adhesive specified for the gearmotor is a medium strength adhesive designed for permanent locking and sealing. Once cured, it has a wide operating temperature and requires parts to be heated to 232°C to reduce the adhesive strength for disassembly. The tightening torque applied to a threaded fastener is calculated, in part, by taking into account the opposing friction created between the threads during the torquing process.
Thread locking adhesive can have a secondary effect of lubrication of the threaded fastener during assembly and tightening. This lubrication allows a greater proportion of the torquing force to be converted into clamping force between 2 parts. The increased clamping force contributes to a reduction in vibration induced loosening.[3]
Gearmotor scheduled inspections
Scheduled inspection of the clutch actuator assembly is limited to a visual inspection and functional checking of the assembly during 100-hour/1-year inspections, up to its 2,200-hour overhaul life. The inspection procedure specifies inspections of the upper and lower bearings and testing of the limit switches, among other visual inspections. It does not specify a check for security of the gearmotor assembly, or of the electrical motor.
At the time of the incident the aircraft had a total of 133 flight hours, with the 100-hour inspection certified on 23 December 2022. All the required inspections were carried out on the clutch actuator assembly at this time, and no defects were noted by the certifying licenced aircraft maintenance engineer.
Pilot action
If the clutch caution light illuminates in flight, and does not go out within 10 seconds, the pilot’s operating handbook, clutch caution light emergency procedure, instructed pilots to:
…pull CLUTCH circuit breaker and land as soon as practical. Reduce power and land immediately if there are other indications of drive system failure (be prepared to enter autorotation). Have drive system inspected for possible malfunction.[4]
It is likely that the electric motor separated from the gear assembly sometime between the pilot engaging the clutch after start, and the continuous illumination of the clutch caution light immediately prior to landing. The clutch system attempted to re-tension the belts and as the motor had separated from the gear assembly, the motor ran continuously, illuminating the clutch caution light.
On noticing the clutch caution light and waiting the requisite 10 seconds, the pilot carried out the clutch caution light emergency procedure and was able to land immediately. Had the landing been delayed in this incident it is possible that the position of the electric motor, between the drive belts and right fan shroud, could have caused damage to the drive belts and created a hazard to the safety of flight.
Safety analysis
The gearmotor assembly process incorporated the application of a thread adhesive designed to act as a secondary locking device to prevent the inadvertent loosening of the electric motor due to normal helicopter vibrations in flight. ATSB inspection of the threaded sections of the incident gearmotor under ultraviolet light showed that the thread adhesive was not visible in an area that would reliably ensure the security of the motor. This resulted in loosening of the motor due to normal operating vibrations. The reason for the absence of thread locking adhesive on the mating surfaces of the threads could not be determined.
The absence of thread adhesive during assembly, and its associated lubricating effect, probably reduced the intended design clamping force between the gear assembly and electric motor. It is important to note that the residue found in the gear assembly threads was not chemically identified so the impact it had on adhesion or lubrication, could not be assessed. The extent to which these factors influenced the failure of the gearmotor assembly was not determined, but it is possible that a reduced assembly clamping load contributed to the failure.
The integrity and effectiveness of thread adhesives are difficult to determine by visual inspection alone, and generally require specialised tooling or procedures to accurately assess. It is therefore likely that the inspecting licenced aircraft maintenance engineers would have been unable to have detected the gearmotor defect by visual inspection, had it existed at the time of the last scheduled inspection.
Findings
|
ATSB investigation report findings focus on safety factors (that is, events and conditions that increase risk). Safety factors include ‘contributing factors’ and ‘other factors that increased risk’ (that is, factors that did not meet the definition of a contributing factor for this occurrence but were still considered important to include in the report for the purpose of increasing awareness and enhancing safety). In addition, ‘other findings’ may be included to provide important information about topics other than safety factors. These findings should not be read as apportioning blame or liability to any particular organisation or individual. |
From the evidence available, the following findings are made with respect to the drive belt tensioning motor failure involving Robinson Helicopter R44, VH-ZUJ, at Hamilton Island Airport, Queensland on 8 January 2023.
Contributing factors
- Thread adhesive was not applied to the threads or applied to the threads in a manner that would effectively prevent the in‑service loosening of the motor.
- The gearmotor electric motor separated from the gearmotor assembly due to normal aircraft vibrations.
Safety actions
Safety action by Robinson Helicopter Company
Robinson Helicopter Company advised that they are actively working with the component manufacturer to rectify identified quality issues with the gearmotor assembly and are considering updating the procedures for the inspection of the clutch actuator assembly.
Sources and submissions
Sources of information
The sources of information during the investigation included:
- the pilot of the incident flight
- Robinson Helicopter Company
- Helibiz (VH-ZUJ maintenance provider)
- Globe Motors
Submissions
Under section 26 of the Transport Safety Investigation Act 2003, the ATSB may provide a draft report, on a confidential basis, to any person whom the ATSB considers appropriate. That section allows a person receiving a draft report to make submissions to the ATSB about the draft report.
A draft of this report was provided to the following directly involved parties:
- United States National Transportation Safety Board
- Whitsunday air services (Operator)
- Helibiz
- Robinson Helicopter Company
- Globe Motors
- the pilot of the incident flight.
Submissions were received from:
- Robinson Helicopter Company
- Globe Motors
The submissions were reviewed and, where considered appropriate, the text of the report was amended accordingly.
Purpose of safety investigationsThe objective of a safety investigation is to enhance transport safety. This is done through:
It is not a function of the ATSB to apportion blame or provide a means for determining liability. At the same time, an investigation report must include factual material of sufficient weight to support the analysis and findings. At all times the ATSB endeavours to balance the use of material that could imply adverse comment with the need to properly explain what happened, and why, in a fair and unbiased manner. The ATSB does not investigate for the purpose of taking administrative, regulatory or criminal action. TerminologyAn explanation of terminology used in ATSB investigation reports is available here. This includes terms such as occurrence, contributing factor, other factor that increased risk, and safety issue. Publishing informationReleased in accordance with section 25 of the Transport Safety Investigation Act 2003 Published by: Australian Transport Safety Bureau © Commonwealth of Australia 2023
Ownership of intellectual property rights in this publication Unless otherwise noted, copyright (and any other intellectual property rights, if any) in this report publication is owned by the Commonwealth of Australia. Creative Commons licence With the exception of the Coat of Arms, ATSB logo, and photos and graphics in which a third party holds copyright, this publication is licensed under a Creative Commons Attribution 3.0 Australia licence. Creative Commons Attribution 3.0 Australia Licence is a standard form licence agreement that allows you to copy, distribute, transmit and adapt this publication provided that you attribute the work. The ATSB’s preference is that you attribute this publication (and any material sourced from it) using the following wording: Source: Australian Transport Safety Bureau Copyright in material obtained from other agencies, private individuals or organisations, belongs to those agencies, individuals or organisations. Where you wish to use their material, you will need to contact them directly. |
[1] Worm-drive: Consisting of a worm gear driving a worm wheel oriented with their rotation axes at 90° to each other.
[2] Australian Journal of Mechanical Engineering, Vol 2, No.2. Mechanisms and prevention of vibration loosening in bolted joints. Fernando (2005)
[3] NRP-1228, NASA Reference Publication: Fastener design manual (1990).
[4] Robinson Model R44 pilot operating handbook: Section 3, Emergency procedures. Page 3-9. FAA Approved 21 October 2016.