
Safety summary
What happened
At about 0617 on 28 July 2017, a Bowmans Intermodal containerised ore train (1501S) travelling empty from Port Flat, South Australia (SA) stopped at Dry Creek South in SA. The driver felt the performance of the train ‘very sluggish’, as it was not rolling as it had prior to rounding a curve on the approach to Dry Creek South. The train crew notified the Australian Rail Track Corporation (ATRC) network control officer at Mile End, SA of their situation and that they intended to inspect their train. A short time later, the train crew confirmed to the network control officer that the last three wagons from 1501S had derailed. The train crew were uninjured. However, there was substantial damage to the wagons, track and signalling infrastructure.
What the ATSB found
The ATSB found a vertical split head defect had developed undetected from imperfections introduced during the manufacture of the rail 90 years ago. The defect propagated vertically and longitudinally, roughly through the centre line of the lower leg rail in the curve approaching Dry Creek South.
The passage of a previous train (1122) over this section of track caused an initial rail break, affecting the integrity of the rail and electrical continuity of the associated track circuit, which prevented a signal from clearing for the next train (1501S). The network control officer authorised the driver to pass the signal at stop, with the condition that the train travel at low speed.
However, the rail break was not visually obvious to the train crew as the locomotive rounded the curve. As the rear of that train passed over the break, a 2 m section of rail fragmented causing the last three wagons to derail.
Detailed (ultrasonic) inspection of the track about one month prior to the occurrence recorded a sustained loss of back wall echo at the derailment location, automatically marking the rail with a spray of paint. However, the ultrasonic inspection operator attributed the recorded event to the poor surface condition of the railhead, which is a common condition that can inhibit the testing. There was no retesting initiated or surface condition report lodged in response to the recorded event. The absence of any follow-up missed an opportunity to identify the presence of the vertical split head defect prior to the rail fracture and the subsequent derailment of 1501S.
What's been done as a result
Following the incident, Speno implemented a review of testing techniques used by operators where poor surface condition exists and the procedures for reporting and testing of rail affected by surface condition.
The Australian Rail Track Corporation reaffirmed the adequacy of the Track and Civil Code of Practice for ultrasonic inspections and the reporting requirements in accordance with contractual arrangements with the ultrasonic inspection operator. The rail in the Dry Creek area is programmed for replacement during 2018 as part of the Adelaide to Tarcoola Re-Railing Project.
Safety message
Defects can develop in rails (and welds) due to a wide range of reasons. Early detection and treatment of a defect that could cause a fracture of the rail is of major importance. While poor surface condition of the railhead is a known limit to the effectiveness of ultrasonic testing, its presence can mask internal track defects, particularly when the condition exists over an extended area. If an inspection cannot test or can only partly test rails, maintenance personnel must report the shortfall to highlight operational risk and the requirement for a timely supplementary examination.
Fractured rail section in lower rail of curve

Source: ATSB
At about 0145 on the 28 July 2017, a Bowmans Rail freight train (1501S) was prepared for departure from Port Flat near Adelaide, South Australia (Figure 1). Train 1501S was an empty containerised ore service comprised of two locomotives (GL108 leading, CM3308 trailing) and 56 wagons. The train was 802 m long, with a trailing mass of 1,283 t and crewed by two drivers. The train was to travel via Dry Creek in South Australia to the Bemax Siding located between Thackaringa and Kanandah in New South Wales.
At about 0548, the driver of 1501S contacted the Australian Rail Track Corporation (ARTC) network control officer (NCO) located at Mile End in South Australia to advise that they were ready to depart Port Flat. The NCO notified the driver that they would travel under signal indication up to Signal 1 at Dry Creek, where a Train Authority[1] would be required for train 1501S to proceed. The NCO was unable to clear signal 1 to a proceed indication,[2] as a track circuit[3] had remained occupied following the passage of the previous train (1122) about 30 minutes earlier.
Figure 1: Location of the derailment of Train 1501S in South Australia
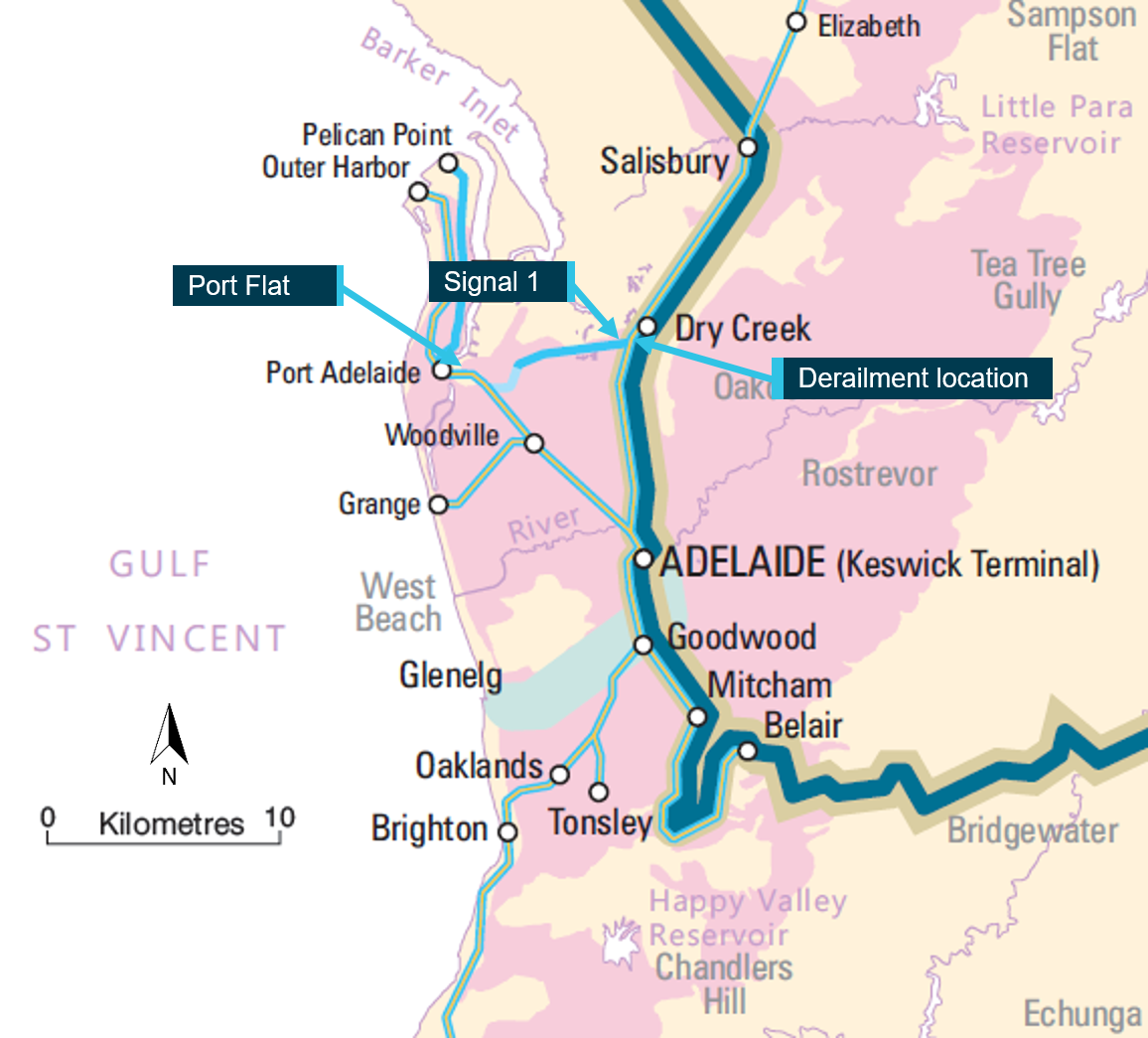 Source: Geoscience Australia annotated by ATSB
Source: Geoscience Australia annotated by ATSB
At about 0608, the train crew stopped train 1501S at signal 1, and the NCO issued the train authority for the crew to pass the signal at stop. The NCO included instructions for the train crew to proceed at low speed and stop at the points[4] to ensure they were set correctly for the route to the next fixed signal[5] (signal 5). After confirming the content of the train authority with the NCO, the driver passed signal 1 and continued toward Dry Creek South, controlling train 1501S to maintain a speed below 25 km/h.
The driver recalled that when travelling about half way around the curve between signals 1 and 5 he felt the lead locomotive pass over a dip in the left (lower leg) rail. A short time later, train performance ‘felt very sluggish’ and it was not running as it was prior to the curve. At the time, the lead locomotive (GL108) was travelling at about 17 km/h. At about 0617, the driver contacted the NCO, and advised that train 1501S had stopped at Dry Creek South and that they would inspect the train.
At about 0626, an ARTC signal maintainer arrived onsite to investigate the cause of an earlier reported fault; that is, signal 1 not clearing. Shortly after, the signal maintainer contacted the NCO advising that the rear of train 1501S had derailed and there was substantial damage to the wagons, track, location case[6] and other signalling infrastructure (Figure 2).
Figure 2: Derailed rear three wagons of 1501S and damaged signal 5 location case
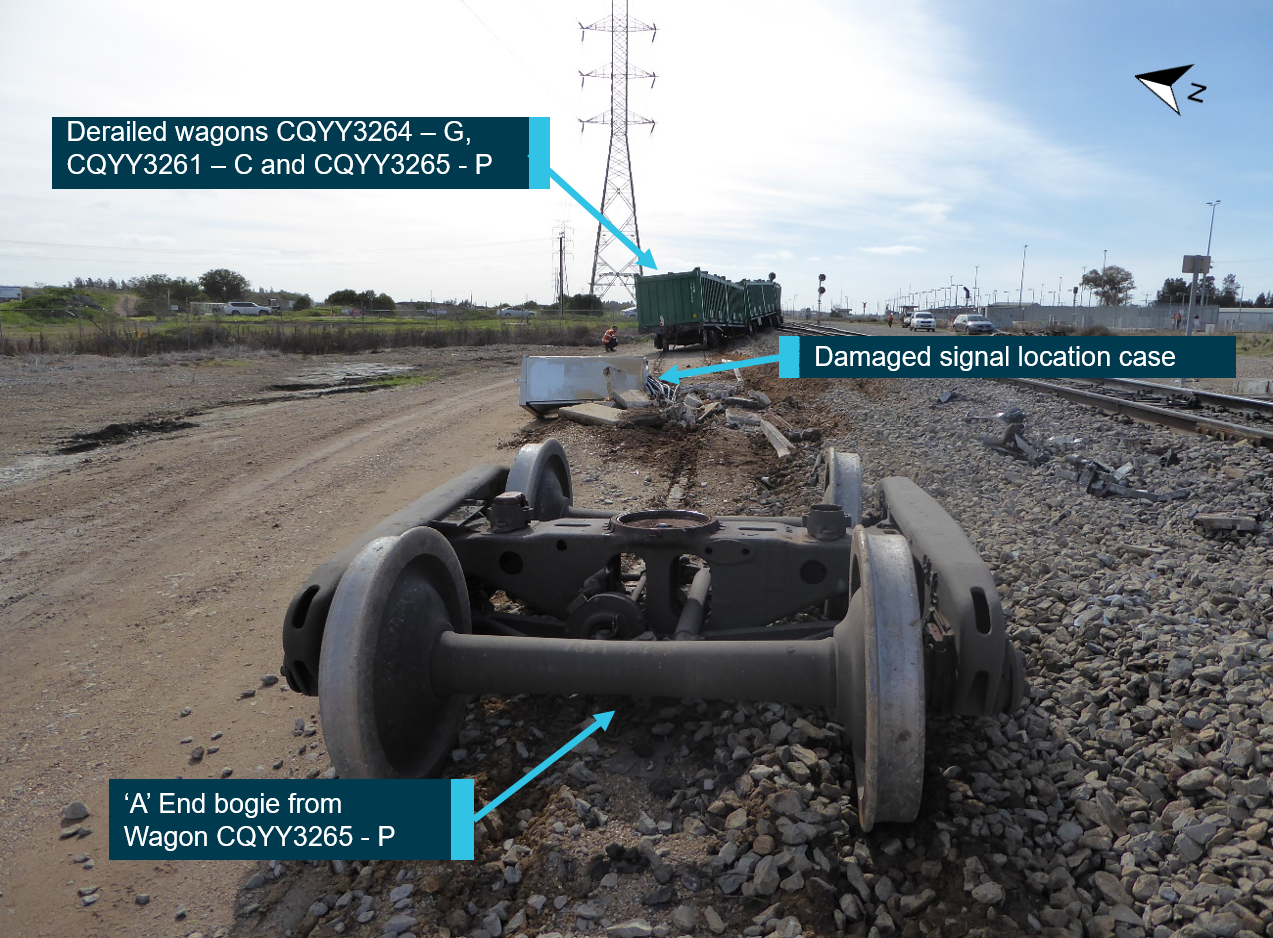 Source: ATSB
Source: ATSB
At about 0627, the driver of train 1501S contacted the NCO confirming that the last three wagons (CQYY 3264-G, CQYY 3261-C and CQYY 3265-P) had derailed. The wagons had travelled about 285 m in a derailed state before train 1501S stopped.
Site inspection
An inspection of the track identified a 2 m section of rail had fractured, on the lower leg of the left curve (Figure 3).
Figure 3: Fractured section of rail
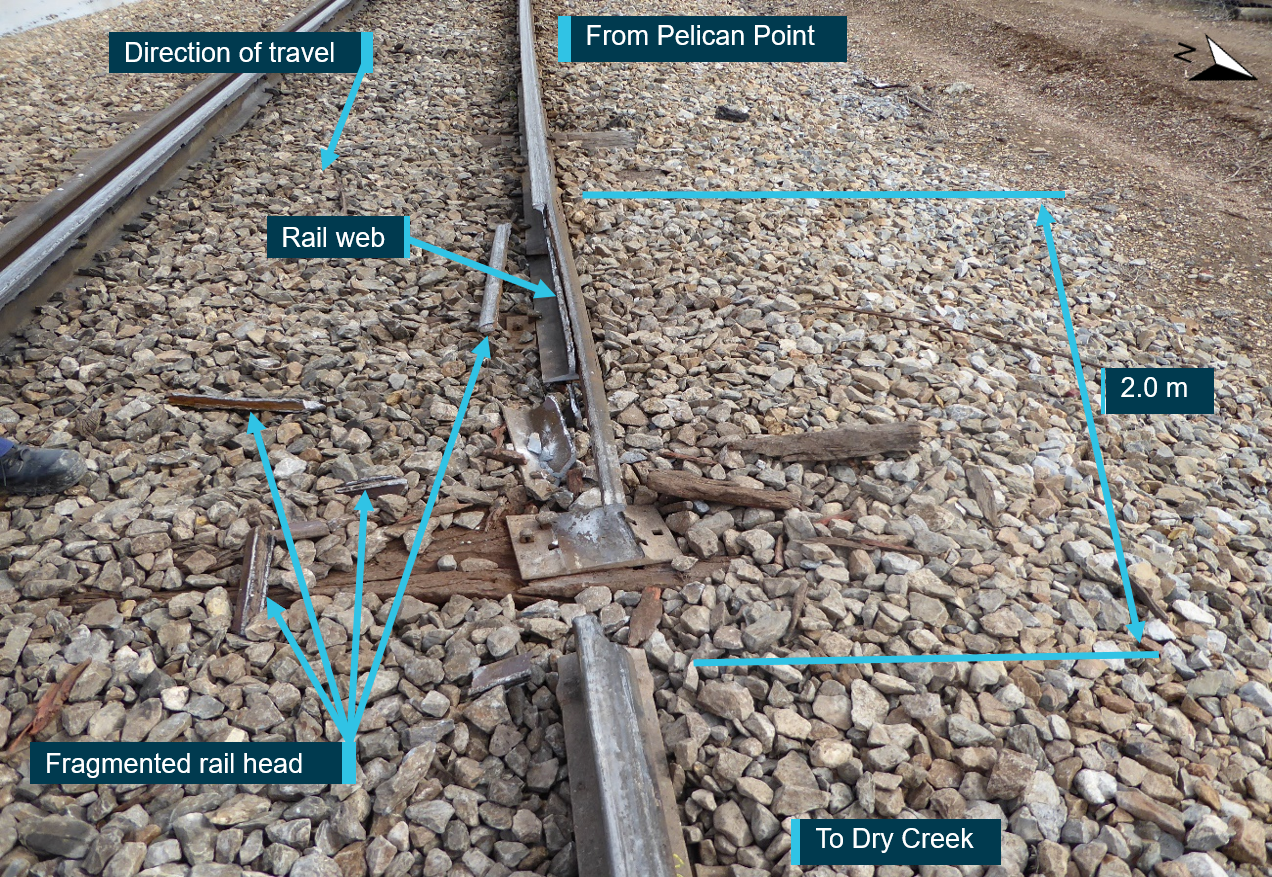 Source: ATSB
Source: ATSB
The railhead had split vertically and longitudinally, roughly through the centre line of the rail in the affected section. The split propagated through to the head/web transition region and outward through the railhead toward the gauge side of the rail, separating the head from the web[7] (Figure 4).
The web had also fractured at several points through the affected section. These breaks were predominately vertical through the web, and transverse in the foot of the rail. The breaks through the web were due to overstress, which probably occurred during the passage of the previous train 1122, and the subsequent passage of 1501S that derailed.
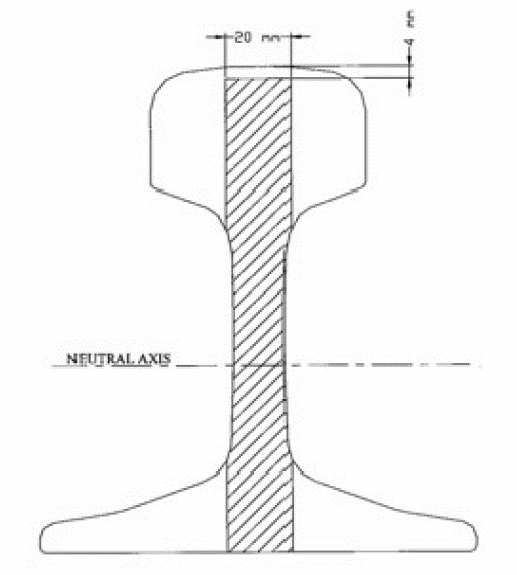
Figure 4: Vertical split head section
 Source: ATSB
Source: ATSB
Passing signal 1 at stop
The ARTC Code of Practice, Volume 3 (CoP) defines the operations and safe working rules for managing train movement[8] through the Dry Creek area. Before authorising the crew of a train to pass a signal at stop, the CoP required the NCO, and train crew, to assess the situation including:
- why the signal is at stop
- if the section is clear or occupied
- if the track is safe or unsafe
- the conditions to be included in the Train Authority to authorise the train to pass the signal at stop.
Track circuits in the Dry Creek area used the rails and other signalling equipment as conductors to form an electric circuit. The presence of a train or other rollingstock, or a break in the electrical continuity of the circuit, will cause the track circuit to signal an occupancy.
In this case, the signal was at stop due to an indication the track section remained occupied following the movement of the previous train (1122). A track section might indicate as occupied due to a number of reasons, such as an obstruction, faulty equipment, broken electrical connections, or as in this case, a broken rail.
When travelling on a track section indicated as occupied, there is an increased risk that the train may encounter an obstruction, points incorrectly set for the intended route, or other equipment not operating as expected (for example, level crossings). Consequently, when authorising a train to pass the signal at stop, an NCO should apply conditions to ensure appropriate management of these risks.
Prior to authorising the train crew to pass signal 1, the NCO communicated to the train crew that a track circuit in the route was indicating an occupancy, preventing the signal from clearing. There was no further discussion related to the safety of the track. However, the NCO issued conditions in the train authority for the driver to proceed past signal 1 at low speed and for the train to stop at points to ensure they were set correctly for the intended route. The CoP defined low speed as a speed which will enable a train movement to be stopped within half the distance that the track is seen to be clear ahead, but does not exceed 25 km/h.
Typically, a simple rail break would not result in a derailment, especially if a train is travelling at low speed. This is because, as in this case, the CoP also required a train crew to maintain vigilance by being alert, observing the track (including rails) in the direction of the movement, and being prepared to stop or reduce train speed if required.
Train 1501S passed signal 1 about an hour before sunrise. The driver continued at speeds below 25 km/h, travelling approximately 1,290 m toward Dry Creek South before stopping. Although the driver reported to the NCO that the locomotive dipped to the left when rounding the curve, the train crew did not report observing any significant anomaly with the track and were likely unaware that a rail had broken.
The locomotives and all wagons with the exception of the last three remained on the track. It is likely the rail disintegrated during the passage of one of the last two wagons (CQYY 3261-C or CQYY 3265-P) over the failed section of track. The derailment of the last two wagons likely pulled the rear bogie of the third to last wagon, CQYY 3264-G from the track. The rear of train 1501S travelled about 285 m from the point of derailment (break in the rail) before stopping.
Track inspection arrangements
The ARTC Track and Civil Code of Practice – Rail, defines the guidelines for the scheduled inspection the assessment of rail and rail wear. The scheduled inspections included:
- A patrol inspection of the rail for visible defects and conditions (i.e. indications of a defect) that may affect the integrity of the track structure, including the following:
- broken rails and rail welds
- rail and rail weld deformations and discontinuities
- wheel burns
- damage to rail surface or section
- unusual patterns of gauge face contact
- unusual vehicle tracking patterns
- rail corrugation
- rail crippling
- other obvious indications of defects (e.g. bleeding).[9]
The patrol inspections were typically carried out from an on-rail vehicle travelling at a speed consistent with the inspection or by walking. Where track circuits were installed, these could also be employed as an additional method to detect rail failures (such as a break). Patrols conducted two type of inspections:
- A general inspection to visually inspect new welds or where the response following detection of a rail or weld defect is to ‘observe’.
- A detailed inspection, carried out through continuous or manual ultrasonic rail flaw detection.
- Continuous and manual ultrasonic rail flaw detection involved passing sound waves into the rail and monitoring the echo returned by the sound waves reflecting off internal and external surfaces (reflectors). Defects within the rail create reflectors that return echo patterns depending on their type, location and size. Examination of the reflectors enables a skilled operator to deduce the existence, type and size of a suspected rail defect.
The ARTC Civil Technical Maintenance Plan ETE-00-03 sets out the routine inspection tasks and minimum inspection frequency for the track and civil infrastructure (Table 1).
Table 1: Summary from Technical Maintenance Plan – Track System
|
Type of inspection |
Infrastructure element |
Description |
Minimum Frequency |
Conducted by |
|
Track patrol inspection (By road /rail vehicle or by walking) |
Rails and Joints |
Includes: Rail; New Welds; Mechanical and insulated Joints; Rail wear; Lubrication |
1 Patrol / 7 days |
Track inspector |
|
Rail detailed inspection |
Rail - internal |
Continuous ultrasonic rail flaw inspection or manual hand-held inspection where continuous inspection is not effective |
At least every 15 MGT[10] |
- |
Source: ARTC modified by ATSB
Track Patrol inspection
The ARTC standard for Track Patrol, Front of Train, General and Detailed Inspections specifies the scope and methodology for the performance of this inspection. The standard recognises the track patrol is principally:
A visual inspection intended to detect obvious, abnormal conditions. It is unlikely that hidden failures or conditions that don’t have a significant visual impact will be detected by Track Patrol which is typically performed from a hi-rail vehicle at moderate speed. Other scheduled (and ad-hoc) general and detailed inspections focus on specific components or conditions and are intended to detect these less obvious defects.
On 27 July 2017, the day preceding the derailment of 1501S, the ARTC track inspector completed a track patrol inspection for the section of rail between the Dry Creek Triangle[11] and Pelican Point. The track inspector did not record observing any anomaly in the rail condition through the area where the derailment occurred.
Continuous ultrasonic rail flaw inspections
ATRC’s technical maintenance plan specified the minimum frequency for a detailed inspection (ultrasonic rail flaw inspection) was at least every 15 MGT. Although the track section between the Dry Creek Triangle and Pelican Point carried around 7 – 10 MGT per annum, ARTC scheduled the detailed inspections yearly.
ARTC undertook the detailed inspections in the Dry Creek Triangle to Pelican Point section through a contractual arrangement with Speno Rail Maintenance Australia (Speno). The Speno Site Safety, Environmental & Quality Management Plan ARTC - Rail Flaw Detection, detailed the specific requirements for Speno accessing the rail network and the rail testing process undertaken.
The rail testing process typically involved the operation of two on-track vehicles. For this type of operation, a main test vehicle (Figure 5) would conduct continuous testing where the ultrasonic operator would interpret, mark and log ultrasonic events displayed on the test vehicles display monitors. Automatic paint guns sprayed a white paint mark on the gauge side, rail web and foot of each rail when the system detected the presence of a defined event.
Following the identification of an event, the operator in the main test vehicle relayed information to a following vehicle, where an operator in that vehicle was responsible for manual ultrasonic testing to localise, identify, size and assess the detected flaw in accordance with the relevant ARTC standards.
The ARTC Manual for Non-Destructive Testing of Rail, ETN-01-04 included specifications for the ultrasonic test equipment and the types and sizes of rail flaws for detection. The manual required the ultrasonic operators to use a range of probes when inspecting the rail and welds for cracks and similar discontinuities. The main test vehicle used in testing the rail in the Dry Creek area towed the roller search unit equipped with an array of 0°, 38° and 70° probes (Figure 5). The arrangement of the probes enabled continuous inspection of each rail leg for defects in various orientations.
Figure 5: FL-18 (RFAS-2100) rail analysis system (main test vehicle)

The 0° probe examined the full rail depth, including welds (Figure 6). Defects located by this probe include bolt hole cracks and longitudinal defects of a horizontal nature in the railhead, web and foot. However, vertical defects are more difficult to detect by continuous ultrasonic testing of rail, since the vertical surface of the defect is less likely to provide a clear reflection from any probe.
While the presence of a vertical split head defect may not display as a distinctive signature in the reflected signal on the operators screen, there are signature patterns that may indicate a potential issue. A vertical defect in the railhead may present as a loss of back wall echo (LBWE), where the signal from the 0o probe is deflected, thereby causing the reflected signal from the base of the rail (foot) to drop below a pre-defined level.
Figure 6: Area 0° probe coverage
Source: Australian Rail Track Corporation
A loss of signal from the bottom of the rail, over any length greater than 4 mm is displayed to the operator in the raw data. A loss of signal over 50 mm will activate an audible signal to the operator that has a unique tone dependent on the respective rail and display the LBWE as a length value to the operator. The pulse echo reliant transducers also activate the automatic paint guns spraying location marks on the rail web. Any ultrasonic shielding (LBWE) or anomalous indication should trigger a localised visual inspection and manual ultrasonic scanning from other faces of the rail to investigate.
The ARTC standard, Non-Destructive Testing of Rail ETE-01-03 detailed the response actions and timeframe to levels of shielding and testability of rail (Table 2).
Table 2: Summary from standard, non-destructive testing of rail
|
Shielding level |
Purpose of assessment |
Definition |
Response time(s) |
Action(s) |
|
Minor |
Require test car to re-test at low speed |
Any of the following testing at normal speed
|
Immediately
7 days |
Stop, examine rail to identify cause of loss of detection Re-test at 5 km/h Test car shall report shielding |
|
Moderate |
Report early stages for remediation or remediation planning |
Any of the following testing at reduced speed
|
3 days |
Test car shall report shielding Rectification within timeframes specified in Corridor Management Plan |
|
Major |
Require hand testing if test car cannot test |
Any of the following testing at reduced speed
|
7 days
|
Test affected rail by hand or apply Track Speed Restriction as required Test car shall report shielding |
Source: ARTC modified by ATSB
The continuous ultrasonic inspection was undertaken on 26 June 2017, about one month prior to the derailment of train 1501S. There was no ultrasonic reflector indicating a vertical split head defect. However, there were occasions of intermittent LBWE and a prolonged period of LBWE over about 2 m that coincided with the derailment location (Figure 7). The inspection also indicated the presence of spurious reflectors from the 70° shear wave transducers. These reflectors likely emanated from the poor rail surface condition that often occurs when the roller search unit is having difficulty maintaining continuity with the rail.
Figure 7: Ultrasonic signatures at derailment location on 26 June 2017
 Source: Speno Maintenance Australia, annotated by ATSB
Source: Speno Maintenance Australia, annotated by ATSB
Following the derailment, Speno reviewed replays and examined the ultrasonic signatures from other track structures (insulated joints and boltholes) taken in the area and confirmed the ultrasonic testing system in the main test vehicle was operating within normal parameters at that time.
Examination of the replays also suggested that the operator was having trouble (on occasion) in maintaining continuity of the roller search unit with the rail surface during the run. To compensate, the operator of the test vehicle was undertaking the testing at a reduced speed of 5 km/h, as specified in the response actions of the ARTC procedure.
The Speno rail analysis unit was equipped with audible alarms and paint spray guns that flagged the LBWE event as an exceedance and marked the rail during the ultrasonic inspection of the 26 June 2017 (Figure 8).
The prolonged LBWE event and continued difficulty experienced in testing should have triggered the next level of response action. If rail could not be tested or only partly tested, due to ultrasonic shielding, ARTC required the operator to test the affected area by hand or to forward a Rail Surface Condition Report detailing the circumstances that impeded the testing. Neither a response action nor a condition report was initiated in this case.
Figure 8: Failed section of railhead showing markings from ultrasonic car testing
 Source: Speno Maintenance Australia, annotated by ATSB
Source: Speno Maintenance Australia, annotated by ATSB
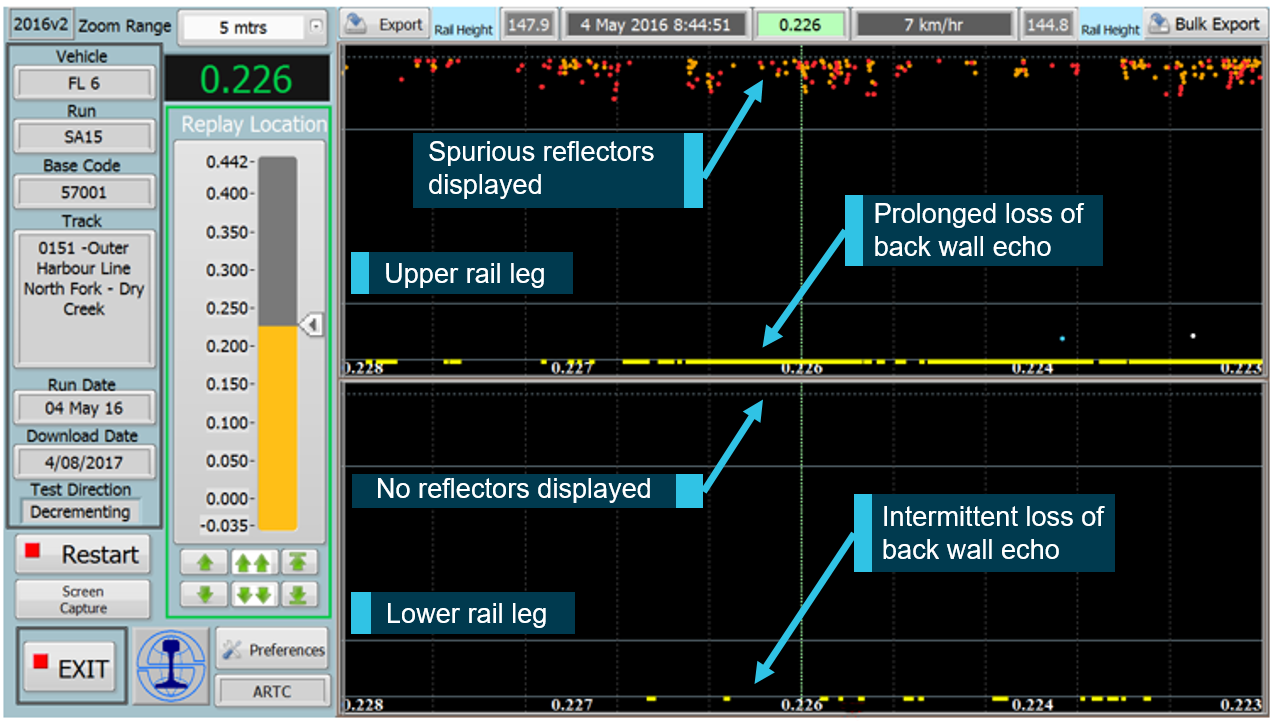
The previous ultrasonic test of rail in the Dry Creek area occurred in May of 2016. This test also recorded an intermittent LBWE in the same vicinity. Prolonged periods of LBWE also occurred on the opposite rail (Figure 9) illustrated at the 0.226 km mark. Similarly, there was also no record of retesting or the lodgement of a surface condition report. It is likely that the operator on this occasion also assessed the spurious reflectors and LBWE were, in the absence of defined defect signatures, due to the poor surface condition of the railhead.
Figure 9: Ultrasonic signatures at 0.226 km point 4 May 2016
 Source: Speno Maintenance Australia, annotated by ATSB
Source: Speno Maintenance Australia, annotated by ATSB
__________
- An instruction in the prescribed format issued by the train controller in connection with the movement of a train.
- Any signal indication other than stop.
- An electric circuit that uses the rails of a railway as conductors such that a train electrically connects them via its axles. The absence or presence of this rail-to-rail connection indicates the absence or presence of a train or item of rollingstock.
- A set of points permits rail traffic to change from one track to another. Points are normally referred to as left or right hand denoting the turnout direction as viewed from the toe end.
- A manually or power operated signal which is permanently located near the line.
- Signalling lineside apparatus housings at a particular site and the equipment contained therein.
- That part of the rail between the head and the flange (foot).
- The operation on rail of a train or other track vehicle or machine.
- Discolouration on the web due to the movement of oxides to the surface.
- Million Gross Tonnes.
- Dry Creek Triangle includes the track section between signal 1 and signal 5.
The rail installed in the lower leg of the curve at the Dry Creek North Fork displayed the manufacturer brand, AS BHP Co Ltd 1X27 100LBS OH. The branding indicates the manufacture date was in 1927, from an open-hearth (OH) furnace process. Older rails, produced by means of OH furnaces and cast into ingots, generally exhibited higher levels of impurities than rails produced through the current continuous casting process.[12]
The rail at the derailment site was installed in 1999. The running surface of the rail at the derailment location and in the curve exhibited rolling contact fatigue (RCF) defects that developed from shear stresses at the rail-wheel interface. The presence of RCF defects such as plastic flow, flaking and minor spalling, can mask the signal during ultrasonic inspection and hence prevent the detection of larger and deeper defects that may be present within the railhead.[13]
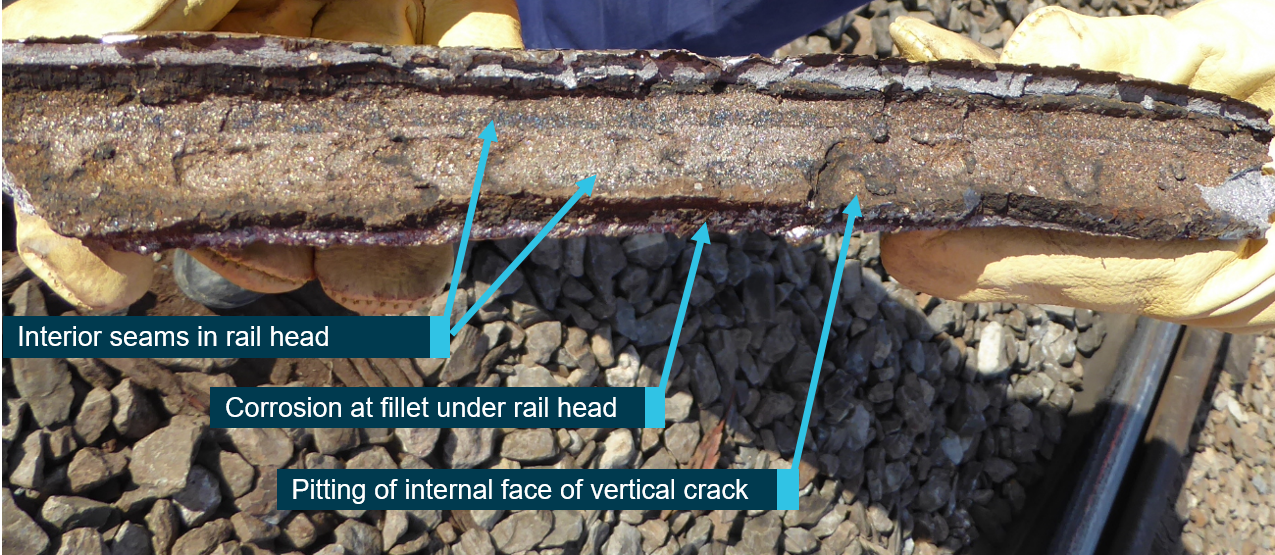
On-site examination of the section of rail showed evidence of an internal seam extending vertically within the centreline of the railhead. The seam surfaces were heavily corroded and punctuated by an elongated band of inclusions and oxidation located at a depth of around 10 mm from the running surface of the railhead (Figure 10). The general appearance and orientation of the inclusion banding indicated that it was pre-existing and very likely to have been produced when the rail was cast at the time of manufacture. Fatigue cracking had developed from the inclusion bands and had then propagated toward the railhead-running surface and the web transition region, creating a ‘vertical split head’. Typically, longitudinal crack propagation is influenced by a combination of increasing axle loads, wheel impacts or eccentric loading on a railhead exhibiting a flattened profile.
Figure 10: Railhead section detailing interior seam of inclusions/imperfections
 Source: ATSB
Source: ATSB
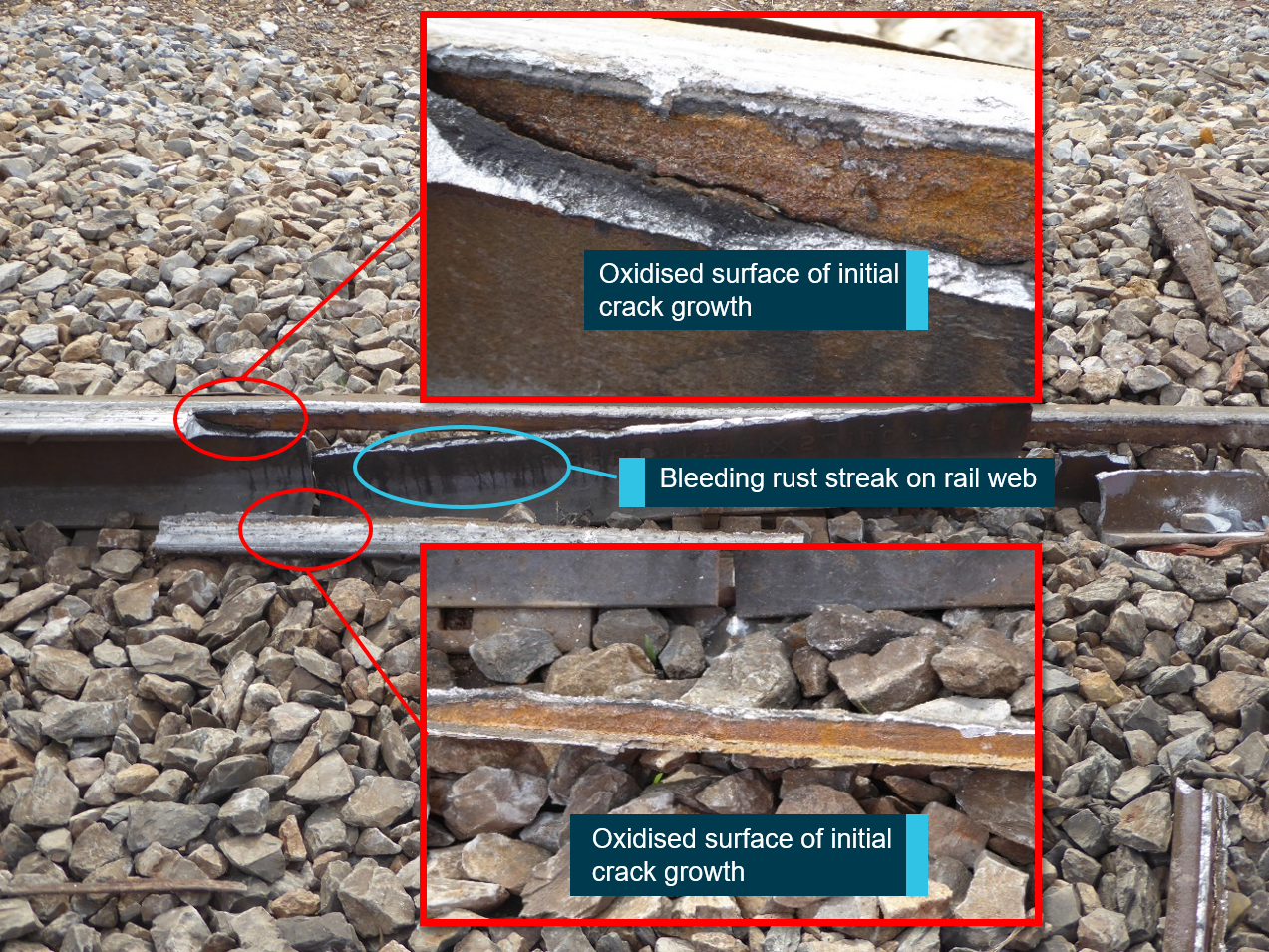
The vertical split head in this instance propagated undetected into a critical defect of around 2 m in length. The defect exhibited the typical visual indicators of well-developed dark oxide streaking on the centreline of the running surface and oxide streaks (bleeding) on the fillet area of the rail web under the defect (Figure 11). The forces exerted by the passage of train 1501S across the area of rail containing the vertical split defect (and broken rail) resulted in the fragmentation of that section of rail. The disruption of the rail running surface then led to the derailment of the last three wagons of train 1501S.
Track inspection
As neither the scheduled track patrol nor ultrasonic inspection identified the presence of a defect, it cannot be determined when the vertical split defect first propagated towards a critical size. The yearly ultrasonic inspection is heavily reliant on the ability of the individual operator to detect and interpret anomalies in the rail infrastructure (or displayed ultrasonic signatures) that signal the presence of a potential defect.
Figure 11: Failed section of railhead
 Source: ATSB
Source: ATSB
The continuous inspection of rail infrastructure by track patrol or ultrasonic test vehicles typically involves the operator undertaking repetitive tasks in scanning the track structures (or visual display screens) for anomalies while operating a vehicle or other on-board equipment over long sections of track. Track patrols undertaken from road-rail vehicles target the identification of abnormal conditions that may affect the integrity of the infrastructure or operation of rollingstock. Defects that do not have a significant visual impact may be overlooked, increasing the reliance on the detailed inspections to detect hidden conditions.
The Australian Rail Track Corporation (ARTC) also recognised that the non-destructive testing used in undertaking the detailed inspections did not assure detection of all defects due to limitations of existing ultrasonic techniques.
To minimise the risk of a missed defect, ARTC required the ultrasonic testing process, and in particular the conditions in the testing vehicle, be optimised to facilitate the concentration of the operator on the data being analysed. This included:
- the judicious use of post analysis facilities of recorded data
- in-car working conditions and temperature
- computer screens that are adequately protected from sun glare
- monitoring that the speed of the car is compatible with the ability to analyse data presented
- safe working practices are adequately catered for outside the time allowed for test analysis
- fatigue management of operators (consideration of rotation of operators with hand testers)
- undue pressure on time allowed in section
- peer development and regular training in compliance with this document
- monitoring of operators’ performance in terms of percentage of defect identified.
On the 26 June 2017, Speno Rail Maintenance Australia (Speno) commenced the ultrasonic inspection of track at Pelican Point and then proceeded towards Dry Creek. Speno identified that the inspection run at Dry Creek through the area of the derailment would therefore have occurred at about 1645, toward the end of the operators shift. However, there was no further evidence to suggest that fatigue contributed to a failure to detect a rail defect.
The rail in the area of the derailment and a number of other areas along this section of track was in relatively poor condition and exhibited heavily flowed head[14] with severe flaking[15] on the rail surface. The condition of the railhead probably resulted in the failure of the roller search unit to maintain effective contact with the rail surface during the run, either producing spurious reflectors or inhibiting transmission of ultrasonic signals from a defect.
The operator did not follow-up the loss of back wall echo (LBWE) trace and alarm in the area of the derailment by triggering a localised ground inspection or forwarding a rail surface condition report to ARTC.
The generally poor condition of the track in the area of the derailment meant the operator received many spurious ultrasonic reflectors and alarms while traversing that track section. It is likely that the operator’s assessment of the importance of the indications decreased relative to the rail condition, track category and test frequency. Consequently, the operator attributed the LBWE indications to surface condition, rather than the presence of a defect.[16]
__________
- Vertical split head defects – some insights into their development and growth, Stephen Marich and Malcom Kerr, RTSA Conference on Railway Engineering, Darwin 20-30 June 2004, p 21.3
- Rail defect handbook RC2400, Australian Rail Track Corporation Issue A, Revision 0, March 2006, p29
- Rolling out of the metal of the head towards the sides without a breaking down of the underside of the head.
- A condition that occurs on the running surface appearing as a mosaic like pattern of small cracks.
- Speno Broken rail report CTT 2014-016, 8 August 2017.
From the evidence available, the following findings are made with respect to the derailment of freight train 1501S near Dry Creek on the 28 July 2017. These findings should not be read as apportioning blame or liability to any particular organisation or individual.
Contributing factors
- An undetected defect resulted in the formation of a longitudinal fracture within the railhead that propagated both longitudinally and vertically (parallel to the side of the head).
- The forces exerted by the passage of train 1501S across the area of rail containing the vertical split defect (and broken rail) resulted in the fragmentation of a 2 m section of rail. The disruption of the rail running surface resulted in the derailment of the last three wagons of train 1501S.
Other factors that increased risk
- The operator undertaking ultrasonic testing of rail at Dry Creek North Fork on 26 June 2017 assumed the reflectors recorded resulted from the poor surface condition of the railhead and did not follow-up the loss of back wall echo indication that occurred at the location of the rail break.
Other findings
- The passage of a previous train (1122) across the section of rail containing the vertical split defect likely caused the rail to break, further reduced the integrity of the track to support the passage of rollingstock at this location.
Whether or not the ATSB identifies safety issues in the course of an investigation, relevant organisations may proactively initiate safety action in order to reduce their safety risk. The ATSB has been advised of the following proactive safety action in response to this occurrence
Proactive safety action taken by Speno Rail Maintenance Australia
Following the incident, Speno Rail Maintenance Australia investigated the broken rail occurrence and implemented a review of testing techniques used by operators in areas where poor surface condition exists and the implementation of procedures for reporting and testing of rail affected by surface condition.
Proactive safety action taken by Australian Rail Track Corporation
Following the incident, the Australian Rail Track Corporation (ARTC) addressed with Speno the reporting arrangements required in accordance with the contract between the two parties. Additionally ARTC reaffirmed the adequacy of the Track and Civil Code of Practice in relation to ultrasonic inspections.
The rail in the Dry Creek area is programmed for replacement during 2018 as part to the Adelaide to Tarcoola Re-Railing Project.
Sources of information
The sources of information during the investigation included the:
- Australian Rail Track Corporation
- Bowmans Rail
- Speno Rail Maintenance Australia
References
Track and Civil Code of Practice, Rail, Section 1, Version 3.3, 22 July 2016, Australian Rail Track Corporation
Code of Practice for the Defined Interstate Rail Network, Volume 4, Operations and Safe working , Part 1: Rules, DOTARS Version 2: May 2002, ARTC Version 2.2: 04 October 2015, Department of Transport and Regional Services
Engineering (Track & Civil) Manual, Manual for Non-Destructive Testing of Rail, ETN-01-04, Version 1.3 07 July 2009, Australian Rail Track Corporation
Non-Destructive Testing of Rail (for Internal & Surface Defects), ETE-01-03, Version 1.6, 6 October 2016, Australian Rail Track Corporation
Rail Defects Handbook, Some Rail Defects, their Characteristics, Causes and Control, RC 2400 Issue A, Revision 0, March 2006, Australian Rail Track Corporation, pp. 48-54
Rail Defect Manual, Sperry Products Inc., Hobroken. N.J. 1942
Site Safety, Environmental & Quality Management Plan, ARTC – Rail Flaw Detection, Version 3 17/02/2015, Speno Rail Maintenance Australia
Site Safety, Environmental & Quality Management Plan ARTC - Rail Flaw Detection, Version 3 17.02.2015, Speno Rail Maintenance Australia
Track Patrol, Front of Train, General and Detailed Inspections, ETE-00-02, Version 1.7 28 Jun 16, Australian Rail Track Corporation
Vertical split head defects – some insights into their development and growth, Stephen Marich and Malcom Kerr, RTSA Conference on Railway Engineering, Darwin 20-30 June 2004, p 21.3
Submissions
Under Part 4, Division 2 (Investigation Reports), Section 26 of the Transport Safety Investigation Act 2003 (the Act), the Australian Transport Safety Bureau (ATSB) may provide a draft report, on a confidential basis, to any person whom the ATSB considers appropriate. Section 26 (1) (a) of the Act allows a person receiving a draft report to make submissions to the ATSB about the draft report.
A draft of this report was provided to the Australian Rail Track Corporation, Bowmans Intermodal, Speno Rail Maintenance Australia and the Office of the National Rail Safety Regulator.
Submissions were received from the Australian Rail Track Corporation, Speno Rail Maintenance Australia and the Office of the National Rail Safety Regulator. The submissions were reviewed and where considered appropriate, the text of the report was amended accordingly.
Purpose of safety investigationsThe objective of a safety investigation is to enhance transport safety. This is done through:
It is not a function of the ATSB to apportion blame or provide a means for determining liability. At the same time, an investigation report must include factual material of sufficient weight to support the analysis and findings. At all times the ATSB endeavours to balance the use of material that could imply adverse comment with the need to properly explain what happened, and why, in a fair and unbiased manner. The ATSB does not investigate for the purpose of taking administrative, regulatory or criminal action. TerminologyAn explanation of terminology used in ATSB investigation reports is available here. This includes terms such as occurrence, contributing factor, other factor that increased risk, and safety issue. Publishing informationReleased in accordance with section 25 of the Transport Safety Investigation Act 2003 Published by: Australian Transport Safety Bureau © Commonwealth of Australia 2018
Ownership of intellectual property rights in this publication Unless otherwise noted, copyright (and any other intellectual property rights, if any) in this report publication is owned by the Commonwealth of Australia. Creative Commons licence With the exception of the Coat of Arms, ATSB logo, and photos and graphics in which a third party holds copyright, this publication is licensed under a Creative Commons Attribution 3.0 Australia licence. Creative Commons Attribution 3.0 Australia Licence is a standard form licence agreement that allows you to copy, distribute, transmit and adapt this publication provided that you attribute the work. The ATSB’s preference is that you attribute this publication (and any material sourced from it) using the following wording: Source: Australian Transport Safety Bureau Copyright in material obtained from other agencies, private individuals or organisations, belongs to those agencies, individuals or organisations. Where you wish to use their material, you will need to contact them directly. |