
Final report
Report release date: 18/11/2025
Investigation summary
What happened
On 14 February 2025, an instructor and student pilot were conducting a training flight using a Sling Aircraft Sling LSA, registered VH‑PPY, operating from Moorabbin Airport in Victoria. After landing and as the aircraft was vacating the runway, there was a jolt and an unusual sound from the right side of the aircraft. After the instructor taxied the aircraft to the operator’s parking area and disembarked, the right main landing gear brake disc was found to have fractured through its entire circumference.
What the ATSB found
The ATSB found that the aircraft brake disc fractured during normal operation due to severe corrosion that compromised its structural integrity. This corrosion was not identified by those maintaining and operating the aircraft as having progressed to a point where failure of the brake disc was possible.
The fractured brake disc fitted to the aircraft was an aftermarket part. Manufacture of the brake disc was consistent with the manufacturer’s specifications, however it had not been approved for fitment to the Sling LSA and therefore assurance that it was a suitable replacement had not been established.
What has been done as a result
The operator replaced all corroded brake discs fitted to its Sling LSA fleet with the correct Matco parts, and the aircraft are now moved onto the apron prior to boarding allowing easier access to inspect the landing gear. Additionally, the operator discussed the occurrence in a safety presentation to instructor pilots which included a description of the event, photos of the corroded brake, possible reasons for the corrosion, and a direction to ensure inspection of the brakes is carried out prior to flight.
Safety message
There are multiple opportunities for those operating aircraft to identify defects such as corrosion, and those maintaining the aircraft should take timely action to prevent its progression or replace that part before the serviceability of the aircraft is affected. Additionally, consideration should be given to the operating environment of the aircraft and whether additional maintenance activities could be employed to limit corrosion development.
The investigation
The occurrence
On 14 February 2025, an instructor and student pilot were conducting a training flight from Moorabbin Airport, Victoria, using a Sling LSA, manufactured by Sling Aircraft[1] and registered VH‑PPY.
At about midday, the instructor landed the aircraft on runway 17R.[2] As the aircraft was vacating the runway onto taxiway A4, there was a jolt and an unusual sound from the right side of the aircraft. The instructor continued to taxi, and after noticing that the aircraft’s wheel brakes were less effective, brought the aircraft to a stop and conducted after-landing checks without noting anything significant.
The instructor re-commenced taxiing to the operator’s parking area, and after disembarkation saw that the right main landing gear brake disc had failed (Figure 1). The instructor noted the brake failure on the aircraft’s maintenance release, grounding the aircraft.
Figure 1: VH-PPY right brake disc post-flight
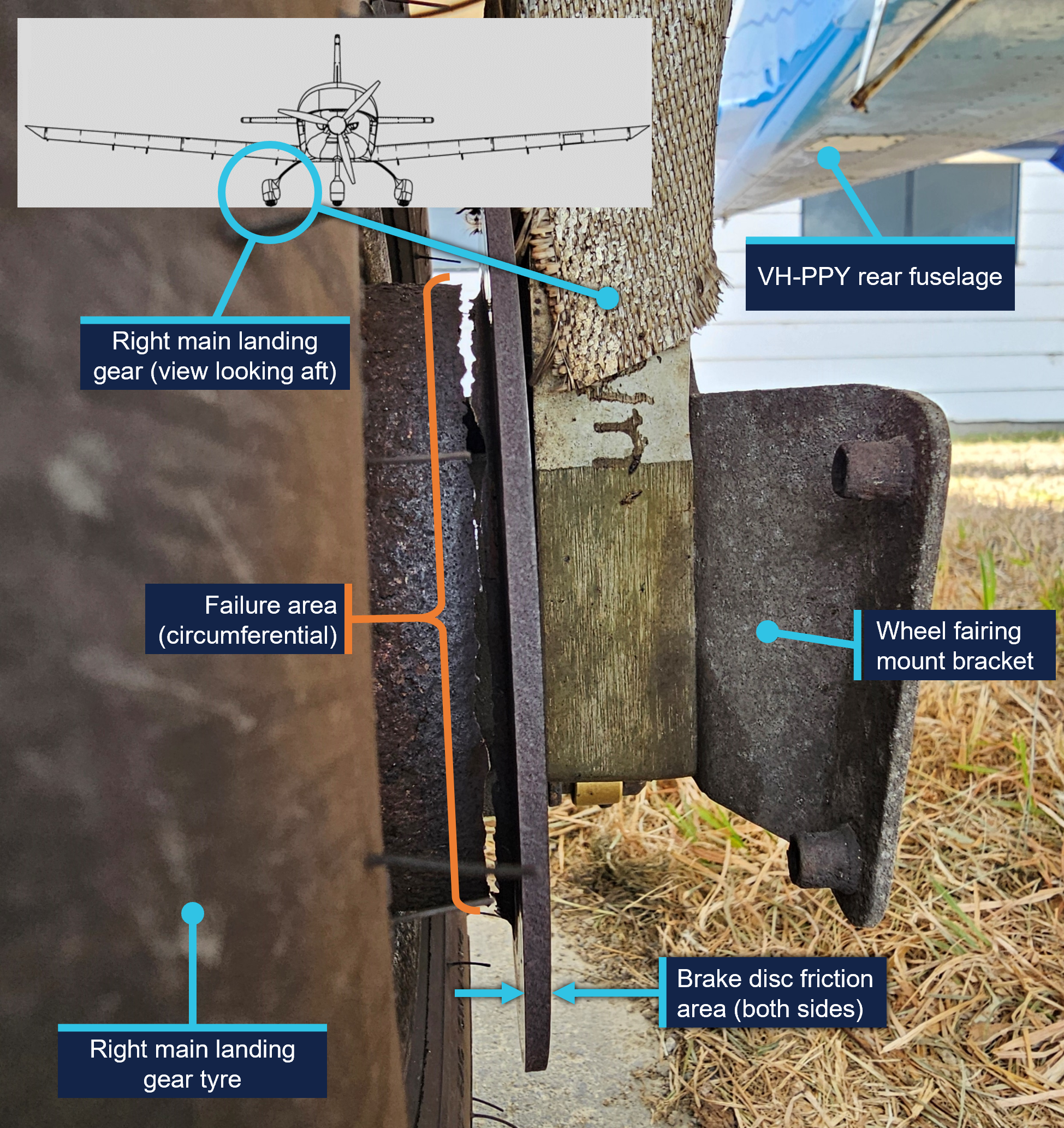
Source: Learn to Fly Australia and Sling Aircraft, annotated by the ATSB
Context
Aircraft information
General information
The Sling LSA is a low-wing, 2-seat aircraft, designed and manufactured in South Africa for private flying and flying training. The aircraft is constructed predominantly from aluminium alloy, has a fixed, tricycle landing gear and is powered by a Rotax 912 ULS2‑01 engine.
VH‑PPY was manufactured in 2018 and was first registered in Australia in March 2019. The aircraft had been first registered by the current operator, Learn to Fly Australia, in October 2020. At the time of the occurrence, the aircraft had accumulated 2,951.2 hours total time in service.[3]
The nose and both main wheels were originally fitted with aerodynamic fairings, however the aircraft’s main wheel fairings were removed[4] from VH‑PPY when the aircraft entered service, for ongoing ease of inspection and tyre changes.
Main landing gear brakes
General information
The Sling LSA main landing gear wheels are fitted with disc brakes (Figure 2). Braking action is achieved by the pilot’s feet acting on the aircraft’s rudder pedals, directing hydraulic fluid to the brake caliper piston to move the lining (pad), which in turn acts on the friction area of the brake disc.
Figure 2: Sling LSA main landing gear and Matco wheel brake assembly

Source: Sling Aircraft, annotated by the ATSB
Aircraft manufacturers prescribe specific approved parts for use on their aircraft. Parts that are not approved by the manufacturer are ineligible for fitment. The brake assemblies approved for fitment to the Sling LSA are manufactured by Matco Aircraft Landing Systems (Matco). They consist of a wheel rim, a brake disc, and a brake caliper assembly. Matco used zinc as the standard corrosion protection coating on the brake disc, however electroless nickel plating[5] is offered as an option. Matco indicated that the nickel plating offers better protection, longevity and high temperature tolerance. The aircraft manufacturer did not specify the type of coating on the Matco brakes fitted to the Sling LSA.
The brake disc fitted to VH‑PPY at the time of the occurrence was manufactured by Rapco (Figure 3). Rapco brake discs are manufactured from forged carbon steel and electroless nickel plated for corrosion prevention. Rapco brake discs are identified with a laser-etched part number and have 2 areas where the section thickness has been reduced, which is not a feature of the approved Matco part.
Figure 3: Brake disc as received at the ATSB’s technical facility

Source: ATSB
The aircraft manufacturer advised that there were no approved alternates to the Matco brake discs for fitment to the Sling LSA. The maintenance organisation reported that they were not aware that the disc fitted to VH‑PPY was an unapproved part and there was no record in the aircraft logbooks of fitment of the Rapco brake disc.
Inspection and maintenance
The aircraft’s pilot operating handbook contained instructions for a pre-flight check to be carried out prior to the first flight of the day and after any maintenance activity. This check included an inspection of the right and left main wheels and brakes for fluid leaks, security, general condition, tyre condition, inflation and wear. The preamble for the pre‑flight check noted that:
The word “condition” in the instructions means a visual inspection of surface for damage deformations, scratching, chafing, corrosion or other damages, which may lead to flight safety degradation.
The operator of VH-PPY required its instructor pilots to carry out a daily inspection prior to the first flight of the day, which encompassed the pre-flight requirements and other inspections such as checking the engine oil level and checking onboard fuel for the presence of water. Instructor pilots then carried out pre-flight inspections prior to every flight and supervised students in carrying out daily inspections prior to every flight they conduct.
VH‑PPY was being used for flying training and in the 2.5 months prior to the occurrence had flown about 140 flights. Periodic inspections and servicing were being carried out on VH-PPY every 100 flying hours, which would typically be accrued in about 2 months. The inspections were carried out in accordance with the Sling 2 and Sling LSA maintenance manual. This included an inspection of all components of the main landing gears for ‘poor condition’. The maintenance organisation, which had been carrying out periodic and other maintenance on the operator’s Sling LSA since 2023, was monitoring the condition of the brakes while it was sourcing replacement parts. It reported that while it was aware of the increasing corrosion on the brake disc, it had not reached a point where it considered it to be critical.
A section of the maintenance manual provided guidelines for corrosion prevention and noted that:
The information supplied here is as a general guideline only, and is by no means intended to be exhaustive, complete or authoritative. For more in depth information refer to an applicable and authoritative publication, such as the [Federal Aviation Administration] FAA Advisory Circular AC 43.13-1B: Acceptable Methods, Techniques and Practices - Aircraft Inspection and Repair.
…
It is highly advisable that expert advice be sought with regard to corrosion related issues.
Included in the general guidance was that:
… If any trace of corrosion is detected it should be removed as soon as possible and the applicable part should be treated immediately to prevent further corrosion.
Treatment consists of mechanically removing as much as possible of any corrosion by-products, applying corrosion inhibitor and replacing any original finish.
Matco published inspection requirements for the approved brake assembly in a technical service bulletin. This document provided methods to remove corrosion from the area where the brake lining contacts the disc and prohibited removal of the plating from other areas of the brake disc. The minimum thickness[6] of the friction area was specified as 0.130 inches (3.303 mm).
Rapco, the manufacturer of the brake disc fitted to VH‑PPY, specified the minimum thickness of the friction area as 0.167 inches (4.242 mm).
Generic inspection and maintenance guidelines
The United States Federal Aviation Administration (FAA) advisory circular AC 43.13‑1B – Acceptable Methods, Techniques and Practices - Aircraft Inspection and Repair[7] provided guidelines for corrosion preventative maintenance, an inspection guide, and procedures for corrosion removal for specific material types such as ferrous alloys. The Civil Aviation Safety Authority (CASA) airworthiness bulletin AWB 02-045 permitted AC 43.13-1B to be used as approved maintenance data for minor repairs of aircraft that meet the eligibility requirements.
The FAA advisory circular AC 43.4B – Corrosion Control for Aircraft[8] also provided guidelines for the identification of corrosion on ferrous metals, information on how it propagates, guidelines for its removal and for the subsequent treatment of those areas. The advisory circular includes instructions for a corrosion prevention plan based on the location of the aircraft. As the Australian coastline is considered a ‘severe’ zone, cleaning, inspection, lubrication, and preservation was suggested to be carried out every 15 calendar days.
Examination of failed brake disc
The brake disc was examined at the ATSB’s technical facility in Canberra.
The brake disc exhibited uniform corrosion[9] with associated material loss and thinning of the base metal. The disc was most severely corroded around the region of failure, which was adjacent to the friction (braking) area and associated with a reduction in part thickness. The measured maximum thickness of the brake disc friction area was 3.63 mm (0.143 inches), making it about 0.612 mm (0.024 inches) less than the minimum thickness specified by Rapco.
Elemental analysis of the disc materials was conducted using energy dispersive spectroscopy (EDS). The materials were consistent with a plain carbon steel base layer and electroless nickel surface coating.
Electroless nickel plating is a barrier coating, meaning that it protects the substrate (in this case the brake disc) by sealing it off from the environment. This can be contrasted with zinc plating where zinc acts as a sacrificial material that corrodes in preference to the substrate, thereby protecting it.
To examine the remaining plating for continuity, a section was taken through the brake disc. The plating was measured to be about 10 µm (0.01 mm) thick and was broadly continuous around the hub but degraded closer to the region of failure. There were examples where cracking in the plating corresponded to sub-plating corrosion of the disc (Figure 4).
Figure 4: Sectioned view of damaged plating

Source: ATSB
Other aircraft
After the occurrence, the operator checked the brake discs fitted to the remaining 6 Sling LSA in its fleet. Those aircraft were first registered in Australia between 2017 and 2021. The disc part numbers were not confirmed, however images showed that most had the same changes in section thickness as the subject Rapco disc. All of the discs were observed to have advanced corrosion with resulting material loss. Additionally, a radial crack was found on the brake discs of 2 aircraft in the friction area. These brake discs were replaced immediately with the correct Matco parts and the remainder during scheduled maintenance.
Matco reported that it had seen corrosion on brake discs in service when there has been a loss of plating, but not to the extent seen on the brake disc from VH‑PPY. The aircraft manufacturer also was not aware of instances of corrosion to this extent.
Aircraft operating environment
The operator conducted flying training from its facility at Moorabbin Airport, which is situated about 3 km from Port Phillip Bay (a large saltwater bay) at its closest point.
The operator’s aircraft were parked outside on concrete pads, surrounded by gravel and grass (Figure 5). Rain reportedly pools on and around these pads.
Figure 5: Parking area for the operator’s aircraft
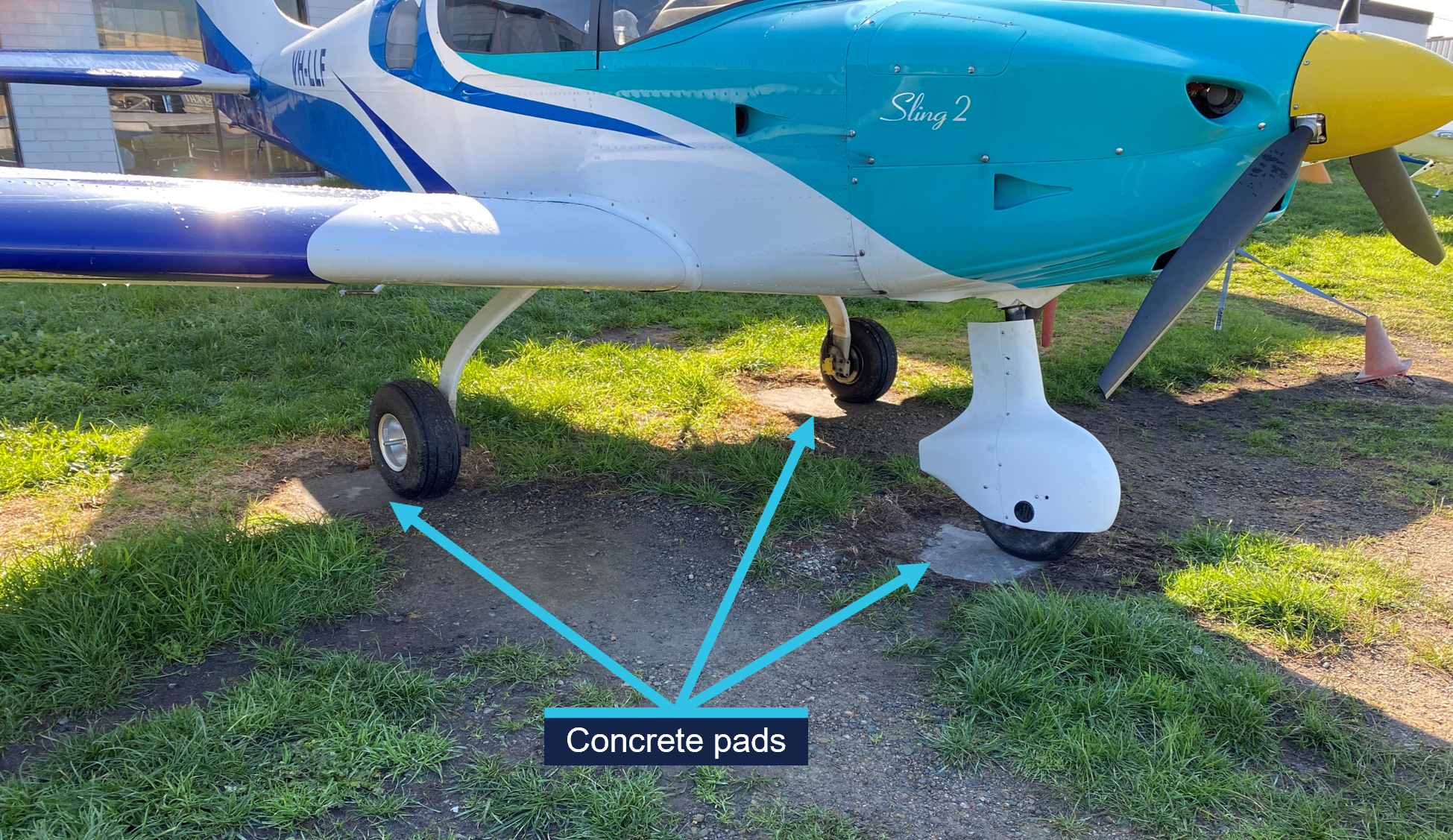
Source: Learn to Fly Australia, annotated by the ATSB
Safety analysis
The right brake disc of VH‑PPY was severely corroded and its structural integrity had been compromised to the point where it failed during normal aircraft braking after landing. While there were no injuries or further aircraft damage from this occurrence, failure of the aircraft’s braking system could result in a more serious outcome such as a runway excursion or surface movement collision.
The Rapco brake disc fitted to VH-PPY was not approved by the aircraft manufacturer for fitment to the Sling LSA, so assurance that it was a suitable replacement had not been established. However, the materials used in the construction were similar to those offered by the original equipment manufacturer (Matco) and found to be consistent with Rapco specifications.
Rapco employed an electroless nickel barrier coating to prevent corrosion. This meant that corrosion can initiate at any point the plating becomes discontinuous, which was the most likely initiator for the corrosion in this case.
It was not determined when the brake disc had been replaced and, therefore, the time taken for the corrosion to develop was not established. However, VH‑PPY was being parked outside and operated in the vicinity of a saltwater environment, which would have contributed to the corrosion development. The effect of the environment was also demonstrated by the extent of corrosion observed on the brake disc assemblies of the other 6 aircraft in the operator's fleet.
There were multiple opportunities to intervene ahead of the failure, given that the aircraft was being inspected daily by pilots, and typically every 2 months by a maintenance organisation. Importantly, the maintenance organisation was aware of the corrosion, but had not identified that it had progressed to a point where the structural integrity of the brake disc had been compromised, or taken any maintenance actions to limit its progression. There are authoritative publications that provide information for the prevention and maintenance of corrosion and, if needed, guidance can be sought from the aircraft or brake manufacturers.
Findings
ATSB investigation report findings focus on safety factors (that is, events and conditions that increase risk). Safety factors include ‘contributing factors’ and ‘other factors that increased risk’ (that is, factors that did not meet the definition of a contributing factor for this occurrence but were still considered important to include in the report for the purpose of increasing awareness and enhancing safety). In addition ‘other findings’ may be included to provide important information about topics other than safety factors. These findings should not be read as apportioning blame or liability to any particular organisation or individual. |
From the evidence available, the following findings are made with respect to the wheel brake failure involving Sling Aircraft Sling LSA, VH-PPY, at Moorabbin Airport, Victoria, on 14 February 2025.
Contributing factors
- The corrosion on the brake disc assembly of VH-PPY was not identified by those maintaining and operating the aircraft as having progressed to the point where the brake's structural integrity had been compromised.
Other findings
- The brake disc fitted to the aircraft was not approved for fitment to the Sling LSA and therefore assurance that it was a suitable replacement had not been established.
Safety actions
Safety action
The operator replaced all corroded brake discs fitted to its Sling LSA fleet with the correct Matco parts, and the aircraft are now moved onto the apron prior to boarding, allowing easier access to inspect the landing gear. Additionally, the operator discussed the occurrence in a safety presentation to instructor pilots which included a description of the event, photos of the corroded brake, possible reasons for the corrosion, and a direction to ensure inspection of the brakes is carried out prior to flight.
Sources and submissions
Sources of information
The sources of information during the investigation included:
- the instructor pilot
- the aircraft manufacturer
- the brake disc manufacturer
- Civil Aviation Safety Authority
- Learn to Fly Australia
- Westernport Aviation Services.
References
ASM International Handbook Committee. (1982). ASM Handbook Volume 5 Surface Cleaning, Finishing, and Coating. Metals Handbook Ninth Edition.
ASM International Handbook Committee. (1987). ASM Handbook Volume 13 Corrosion.
The Airplane Factory, Sling 2 Pilot Operating Handbook, 10 June 2019.
The Airplane Factory, Sling 2 and Sling LSA Maintenance Manual, 26 November 2021.
U.S. Department of Transportation Federal Aviation Administration. (2018). AC 43.4B Corrosion Control for Aircraft. Washington DC: U.S. Department of Transportation Federal Aviation Administration.
U.S. Department of Transportation Federal Aviation Administration. (1998). AC 43.13-1B Acceptable Methods, Techniques and Practices - Aircraft Inspection and Repair. Washington DC: U.S. Department of Transportation Federal Aviation Administration.
Submissions
Under section 26 of the Transport Safety Investigation Act 2003, the ATSB may provide a draft report, on a confidential basis, to any person whom the ATSB considers appropriate. That section allows a person receiving a draft report to make submissions to the ATSB about the draft report.
A draft of this report was provided to the following directly involved parties:
- aircraft manufacturer
- brake disc manufacturers
- instructor pilot
- Learn to Fly Australia
- maintenance organisation
- Civil Aviation Safety Authority
- National Transportation Safety Board (United States)
- South African Civil Aviation Authority.
The submissions were reviewed and, where considered appropriate, the text of the report was amended accordingly.
Purpose of safety investigationsThe objective of a safety investigation is to enhance transport safety. This is done through:
It is not a function of the ATSB to apportion blame or provide a means for determining liability. At the same time, an investigation report must include factual material of sufficient weight to support the analysis and findings. At all times the ATSB endeavours to balance the use of material that could imply adverse comment with the need to properly explain what happened, and why, in a fair and unbiased manner. The ATSB does not investigate for the purpose of taking administrative, regulatory or criminal action. About ATSB reportsATSB investigation reports are organised with regard to international standards or instruments, as applicable, and with ATSB procedures and guidelines. Reports must include factual material of sufficient weight to support the analysis and findings. At all times the ATSB endeavours to balance the use of material that could imply adverse comment with the need to properly explain what happened, and why, in a fair and unbiased manner. An explanation of terminology used in ATSB investigation reports is available here. This includes terms such as occurrence, contributing factor, other factor that increased risk, and safety issue. Publishing informationReleased in accordance with section 25 of the Transport Safety Investigation Act 2003 Published by: Australian Transport Safety Bureau © Commonwealth of Australia 2025 
Ownership of intellectual property rights in this publication Unless otherwise noted, copyright (and any other intellectual property rights, if any) in this report publication is owned by the Commonwealth of Australia. Creative Commons licence With the exception of the Commonwealth Coat of Arms, ATSB logo, and photos and graphics in which a third party holds copyright, this report is licensed under a Creative Commons Attribution 4.0 International licence. The CC BY 4.0 licence enables you to distribute, remix, adapt, and build upon our material in any medium or format, so long as attribution is given to the Australian Transport Safety Bureau. Copyright in material obtained from other agencies, private individuals or organisations, belongs to those agencies, individuals or organisations. Where you wish to use their material, you will need to contact them directly. |
[1] Called ‘The Airplane Factory’ at the time of manufacture.
[2] Runway numbering: represents the magnetic heading closest to the runway orientation (for example, runway 17R is oriented 164º magnetic).
[3] Total time in service (TTIS) for VH-PPY was measured by engine operating hours.
[4] The Sling LSA aircraft maintenance manual allowed the aircraft to be operated with the nose and main wheel fairings installed or removed in any combination.
[5] Electroless nickel plating: a process where nickel is deposited onto the part surface without the use of an electric current.
[6] Material will be lost from the friction area due to wear from the brake caliper action. When its thickness reduces to a point less than the specified minimum, the brake is no longer serviceable and must be replaced.
[9] Uniform corrosion: all metals are affected by this form of attack in some environments; the rusting of steel and the tarnishing of silver are typical examples of uniform corrosion. In some metals, such as steel, uniform corrosion produces a somewhat rough surface by removing a substantial amount of metal, which either dissolves in the environment or reacts with it to produce a loosely adherent, porous coating of corrosion products.
Occurrence summary
| Investigation number | AO-2025-006 |
|---|---|
| Occurrence date | 14/02/2025 |
| Location | Moorabbin Airport |
| State | Victoria |
| Report release date | 18/11/2025 |
| Report status | Final |
| Investigation level | Short |
| Investigation type | Occurrence Investigation |
| Investigation status | Completed |
| Mode of transport | Aviation |
| Aviation occurrence category | Landing gear/indication |
| Occurrence class | Incident |
| Highest injury level | None |
Aircraft details
| Manufacturer | The Boeing Company |
|---|---|
| Model | Sling LSA |
| Registration | VH-PPY |
| Serial number | 282 |
| Aircraft operator | Learn to Fly Australia Pty Ltd |
| Sector | Piston |
| Operation type | Part 141 Recreational, private and commercial pilot flight training |
| Departure point | Moorabbin Airport, Victoria |
| Destination | Moorabbin Airport, Victoria |
| Damage | Minor |