
What happened
On 26 January 2018, a Cessna Citation 560 aircraft, registration VH-PSU, was conducting a business flight from Brisbane to Townsville, Queensland. VH-PSU was operated by the State of Queensland, Public Safety Business Agency, with two flight crew and six passengers.
While passing through flight level (FL) 320[1], a loud noise was heard from the rear of the aircraft, along with the smell of smoke. The flight crew made a PAN PAN[2] call to air traffic control (ATC) and requested an emergency descent and return to Brisbane. The aircraft returned to Brisbane for an emergency landing and landed without incident.
An examination of the Pratt & Whitney Canada JT15D-5D engine, using borescope inspection, revealed the low pressure (LP) compressor (boost) rotor had lost an aerofoil and sustained some damage.
Operator’s investigation
Passing through FL320 on climb, the flight crew experienced (both heard and felt) a series of bangs from the rear of the aircraft. The pilot monitoring[3] (PM) immediately saw and smelt a slight mist of ‘acrid’ smoke in the cockpit. The PM donned his oxygen mask, immediately made a PAN PAN call to ATC and requested an immediate return to Brisbane and emergency descent. An immediate examination of engine and other system parameters indicated no other abnormalities. The pilot flying (PF) commenced the descent and turn back in accordance with ATC instruction, however, as he did not sense any smoke he did not immediately don his oxygen mask. This was a decision made so that he could maintain communications with ATC. Once satisfied that any immediate communications were carried out, he donned his mask and both crew kept their masks on until an altitude of 10,000 ft above mean sea level was reached. The PF elected not to deploy the passenger oxygen masks as there was no indication of smoke subsequent to that first noticed by the PM.
During the descent, the crew discussed the options of landing at Bundaberg or Sunshine Coast airports, but they were discounted in favour of Brisbane.
It was likely that the reduction in power necessitated by the emergency descent eliminated the smell and visual evidence of the smoke. However, the PM reported a very brief re-occurrence of the odour when power was reapplied upon gear extension at commencement of the approach into Brisbane.
Interviews with the crew after the occurrence revealed some inconsistencies in their recollections of the event, including what actions were immediately taken by whom. The inconsistencies had no direct impact on the safe outcome of the flight.
Examination of the aircraft in Brisbane revealed that the cause of the loud bangs was the failure of one of the aerofoils of the integrally bladed LP compressor (boost) stage rotor, which then exited the engine via the usual gas flow. Small globules of molten metal were found in the exhaust.
The engine was removed from the aircraft and sent to the owner[4] for initial disassembly. The relevant sections of the LP compressor were forwarded to the manufacturer in Canada for further examination and determination of the blade failure mechanism.
Engine owner’s report
Disassembly of the engine cold section (by the owner) revealed one aerofoil from the boost stage rotor (part number (PN) 3070232-01, serial number (SN) A0010EHB) had liberated and was found wedged in the trailing edge of the front inner LP compressor stator. The integrated disk did not have any impact damage in the area of the fracture. There was also no missing material upstream from the boost rotor other than the damage on the trailing edges of the LP compressor front inner stator. This indicated that the fracture was not initiated by impact damage, either foreign or domestic.
Secondary damage due to the aerofoil liberation was relatively extensive downstream of the LP compressor.
Manufacturer’s report
A general view of the boost rotor as received by the manufacturer can be seen in Figure 1. The aerofoils were arbitrarily numbered, beginning with number 1 at the fractured aerofoil. Figure 2 shows the damage on the aerofoils around the fractured one (nicks on the aerofoils are shown with arrows). Nicks, dents and deformation along the leading edge of all the aerofoils was observed, as well as rubbing and deformation along their tips. Dimensional analysis was performed on aerofoils 1, 2, 13, 25, 38 and 50. The aerofoil break edges were within requirements but the trailing edge root radius were all below minimum requirements.
Nicks, plastic deformation and foreign surface contamination were visible on the other aerofoils; they were likely the result of the release of the fractured aerofoil. The composition of the contamination on aerofoil 2 was consistent with projections of abradable coating, likely due to the rubbing that followed the aerofoil release.
Figure 1: Upstream view of the low-pressure compressor boost rotor

Source: Pratt & Whitney Canada
Figure 2: Boost rotor showing missing aerofoil and surrounding damage
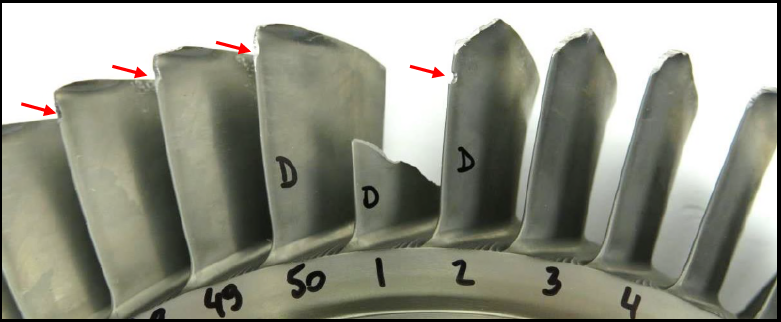
Source: Pratt & Whitney Canada
The (Figure 2, number 1) aerofoil fracture surface showed river marks (Figure 3, dashed arrows) and beach marks (Figure 3, arrowed), consistent with fatigue cracking. The markings indicated that the fatigue likely initiated at the trailing edge area along the pressure side and progressed towards the leading edge. The exact location of the fatigue origin could not be determined since the rubbing of the mating surface damaged the area. No anomalies were observed near the origin.
Figure 3: Magnified view of the aerofoil fracture surface
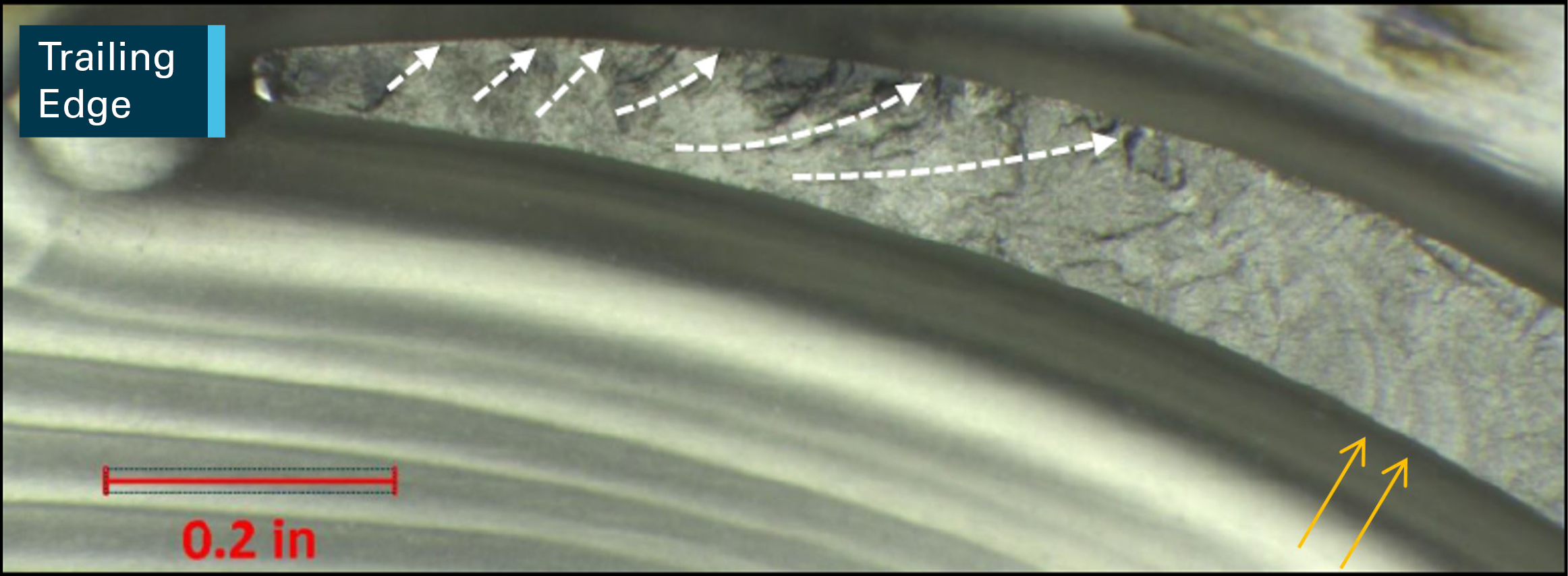
Aerofoil fracture surface showed crack progression lines from the trailing edge (white dashed arrows) along with beach marks (yellow arrows) which were indicative of a fatigue failure mechanism. Source: Pratt & Whitney Canada
The manufacturer then examined the fracture surface using a scanning electron microscope. Observations included river lines, and striations, which indicated local crack propagation direction. The final fracture area exhibited a dimpled fracture surface typical of tensile overstress. No material anomalies were identified.
A cross-section examination of the fractured aerofoil was performed; the microstructure conformed to specifications and there was no evidence of material anomaly.
The manufacturer’s report concluded that the aerofoil fractured as a result of fatigue cracking progressing from the trailing edge, pressure side towards the leading edge. The exact origin of the fatigue crack could not be determined, and no evidence of damage or material anomaly was found near the suspected origin area. The deviation observed at the trailing edge root radius (below dimensional requirements) was not believed to be a contributing factor to the crack initiation.
History of the component
The engine (SN JC0580), including the LP compressor (boost) rotor (PN 3070232-01), was manufactured in October 2001. It had completed 3,126.6 flight hours since new and 3,122 flight cycles since new. The engine was installed on the left side of VH-PSU on 25 October 2017 and had completed 27.2 flight hours since that time.
The maintenance manual did not contain any periodic inspections for the boost rotor, however, there was a requirement to inspect both the impeller and the boost rotor before a hot section inspection (recommended every 1,750 hours). No other maintenance was required to be performed on the rotor until overhaul, at 3,500 hours’ time in service.
Engine SN JC0580 had undergone a hot section inspection in January 2009, and was not due for overhaul for another 373.4 hours’ time in service. There were no other maintenance entries where the boost rotor was accessed.
Between 1997 and 1999, the manufacturer reported they had investigated a number of events involving boost rotor aerofoil distress. The rotors had developed cracks, which had initiated at the trailing edge, at approximately 3,000 hours or less of operation. Several of the events were attributed to impact/mechanical damage or manufacturing deviations, while the others were fatigue cracks with no obvious signs of defects/damage. The location of the crack along the trailing edge was not always the same (varying heights above the platform). As a result of these events, Service Bulletin, SB 7569 Turbofan Engine, Low Compressor Rotor – Replacement/Modification Of, was introduced in November of 1999. The service bulletin introduced a new or reworked LP compressor rotor with a ‘cut-back’ at the trailing edge, which was designed to reduce the dynamic stresses. The entire rotor was to be removed and replaced with the new or modified rotor.
Several years after the rework was introduced, the manufacturer reported that some events occurred with the post SB 7569 rotors. Their investigation found that restoration of the trailing edge profile was not consistent following the machining cutback. This had the potential of leaving sharp edges, which in turn generated a stress riser. As a result, in 2004, service bulletin SB 7595 Turbofan Engine – Low Compressor Rotor – Replacement/Modification Of, was issued. This SB introduced a honing process to ensure a consistent aerofoil trailing edge profile.
Boost rotor SN A0010EHB was manufactured with the new design (post-SB 7569), and had been reworked in January 2009 to incorporate the honing process specified by SB 7595.
The manufacturer reported that they had received notification of five boost rotor distress events (including this event involving SN A0010EHB), since the introduction of SB 7595. The manufacturer investigated all these events, and in each case, failures were contained (that is, no liberated debris) and did not cause in-flight shutdowns. However, the ability to achieve full commanded thrust was compromised. For two events, it was determined that the rotor aerofoil fractured due to mechanical damage on the leading edge, and the other two events were similar to this one.
Safety analysis
The bangs and smoke experienced by the flight crew of VH-PSU were a result of a failure of a single aerofoil on the low-pressure compressor (boost) rotor. The aerofoil fractured as a result of a fatigue crack, which had initiated at the trailing edge on the pressure side, and progressed towards the leading edge until final fracture occurred. The exact origin of the fatigue crack could not be determined.
The boost rotor on JT15D-5D engines had a history of aerofoil distress, and a number of actions had previously been taken to address the issue. However, as a result of some additional events (including this one), the engine manufacturer commenced further work aimed at better understanding the distress mechanism.
Findings
These findings should not be read as apportioning blame or liability to any particular organisation or individual.
- A single aerofoil on the low-pressure compressor (boost) rotor failed as a result of high-cycle fatigue cracking. A loud bang observed by the flight crew prompted a precautionary descent and return to the departure aerodrome.
Safety action
Whether or not the ATSB identifies safety issues in the course of an investigation, relevant organisations may proactively initiate safety action in order to reduce their safety risk. The ATSB has been advised of the following proactive safety action in response to this occurrence.
Pratt & Whitney Canada
As a result of this occurrence, the engine manufacturer advised the ATSB that they are taking the following safety actions:
Proactive safety action
The Pratt & Whitney Canada engineering specialists formed a group to review the complete history of the boost rotor and boost rotor distress. An initial meeting was held to establish the data that would be required to assess what further activities (if any) would be performed. The data included fleet demographics (configuration of fleet with respect to boost rotor), boost rotor events, and when event rotors were modified to the various service bulletins.
The next meeting was scheduled for mid-September 2018 and the ATSB will update this report if any new information is received.
Public Safety Business Agency – Queensland Government Air
As a result of this occurrence, the operator advised the ATSB that they are taking the following safety actions:
Proactive safety action
The operator introduced a number of new training packages for flight crew including:
- crew resource management for all pilots
- line oriented flight training with reinforcement of the multi-crew coordination
- a future line operations safety audit program.
Although some of this training was programmed, it was expedited following a review of the occurrence involving VH-PSU. The first tranche of crew resource management training was conducted prior to publication of this report.
Safety message
Operators and maintainers of Pratt & Whitney Canada JT15D-5D engines are alerted to the potential for aerofoil distress within the low-pressure compressor (boost) rotor. It is possible that, if not detected and addressed, this could lead to blade cracking and fracture. However, service experience has shown only three aerofoil distress and failure events since service bulletin SB 7595 was issued in 2004.
While blade separation will cause engine malfunctions, potentially leading to an inability to achieve full commanded thrust, the associated risks to the safety of continued flight are minor. Failures are very likely to be contained (that is, no liberated debris) and procedures for managing engine malfunctions are detailed and effective as shown in this occurrence.
Purpose of safety investigationsThe objective of a safety investigation is to enhance transport safety. This is done through:
It is not a function of the ATSB to apportion blame or provide a means for determining liability. At the same time, an investigation report must include factual material of sufficient weight to support the analysis and findings. At all times the ATSB endeavours to balance the use of material that could imply adverse comment with the need to properly explain what happened, and why, in a fair and unbiased manner. The ATSB does not investigate for the purpose of taking administrative, regulatory or criminal action. TerminologyAn explanation of terminology used in ATSB investigation reports is available here. This includes terms such as occurrence, contributing factor, other factor that increased risk, and safety issue. Publishing informationReleased in accordance with section 25 of the Transport Safety Investigation Act 2003 Published by: Australian Transport Safety Bureau © Commonwealth of Australia 2018
Ownership of intellectual property rights in this publication Unless otherwise noted, copyright (and any other intellectual property rights, if any) in this report publication is owned by the Commonwealth of Australia. Creative Commons licence With the exception of the Coat of Arms, ATSB logo, and photos and graphics in which a third party holds copyright, this publication is licensed under a Creative Commons Attribution 3.0 Australia licence. Creative Commons Attribution 3.0 Australia Licence is a standard form licence agreement that allows you to copy, distribute, transmit and adapt this publication provided that you attribute the work. The ATSB’s preference is that you attribute this publication (and any material sourced from it) using the following wording: Source: Australian Transport Safety Bureau Copyright in material obtained from other agencies, private individuals or organisations, belongs to those agencies, individuals or organisations. Where you wish to use their material, you will need to contact them directly. |
__________
- Flight level: at altitudes above 10,000 ft in Australia, an aircraft’s height above mean sea level is referred to as a flight level (FL). FL 320 equates to 32,000 ft.
- PAN PAN: an internationally recognised radio call announcing an urgency condition which concerns the safety of an aircraft or its occupants but where the flight crew does not require immediate assistance.
- Pilot Flying (PF) and Pilot Monitoring (PM): procedurally assigned roles with specifically assigned duties at specific stages of a flight. The PF does most of the flying, except in defined circumstances; such as planning for descent, approach and landing. The PM carries out support duties and monitors the PF’s actions and the aircraft’s flight path.
- The engine had recently been leased by the operator to replace an engine that had been removed for inspection.